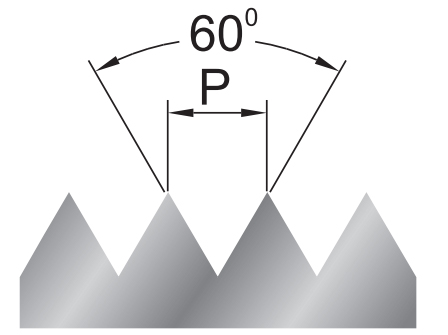
Gwintowniki maszynowe metryczne są gwintownikami nacinającymi gwint o zarysie metrycznym (60 stopni) w jednym przejściu. Gwintowniki te wykonywane są z różnych materiałów, takich jak: HSS, HSSE, HSSE-PM oraz rzadziej VHM (materiały te dokładniej opisane są tutaj materiały narzędziowe).
Gwintowniki maszynowe metryczne wykonywane są w kilku normach wymiarowych:
| z chwytem przelotowym DIN-376 | z chwytem nieprzelotowym DIN-371 | NGMf- długi do nakrętek | ISO 529 – stary typ norma gwintowników |
 |
 |
 |
 |
Zalety gwintowników DIN-376:
- Brak ograniczenia głębokości gwintowania z powodu chwytu
- Niższa cena w stosunku do DIN-371
- Szerszy wachlarz zastosowania
Zalety stosowania gwintowników DIN-371:
- Wyższa wytrzymałość w stosunku do gwintowników DIN-376
- Pewniejszy chwyt narzędzia
Gwintowniki maszynowe długie NGMf, przeznaczone do nacinania gwintów w nakrętkach. Charakteryzują się długim wejściem, dopiero po 12 zwojach rozpoczyna się pełny gwint -12P . Zaletą tego rozwiązania są małe siły skrawające towarzyszące gwintowaniu, ponieważ nacinanie gwintu rozkłada się aż na 12 zwoi. Ale oczywiście wadą tego rozwiązania jest wydłużony proces gwintowania oraz wymagany otwór przelotowoy. Gwintowniki NGMf są często potocznie nazywanymi jako: gwintowniki długie.
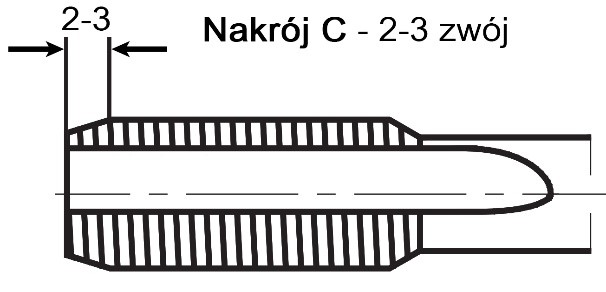
Gwintowniki maszynowe metryczne posiadają nakrój symetryczny o kącie 60 stopni.
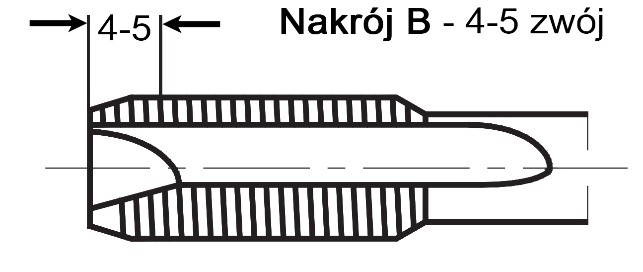
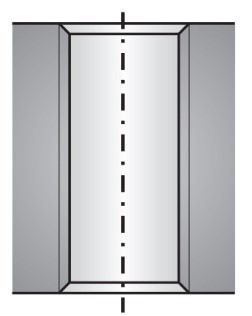
W nowej produkcji gwintowników maszynowych metrycznych najczęściej stosowanym nakrojem jest nakrój C oraz B.
| Rodzaj nakroju gwintownika | Zastosowanie |
 |
 |
 |
  |
 |
 |
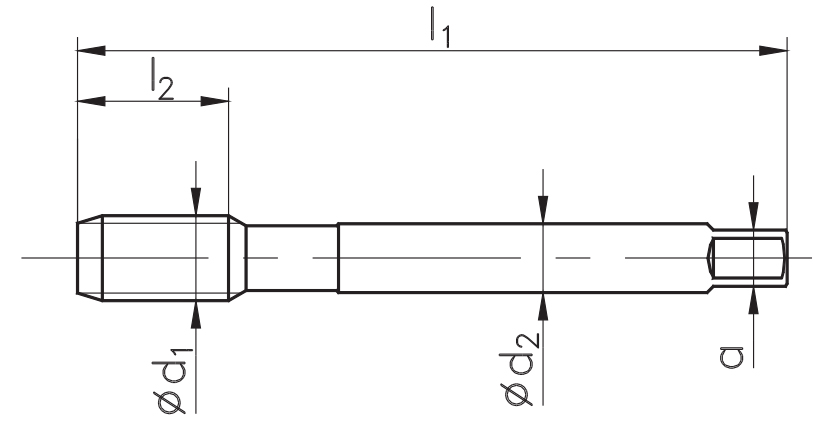
Gwintowniki maszynowe metryczne ze względu na budowę wyróżnia się:
- średnica części roboczej d1,
- długość całkowita l1,
- długość części roboczej l2,
- średnica części chwytowej d2,
- nakrój: A, B, C, D, E,
- zabierak kwadratowy a.