
Gwintowniki maszynowe to narzędzia wieloostrzowe przeznaczone, do nacinania gwintów we wcześniej wykonanych otworach. Są to narzędzia najbardziej powszechne jeśli chodzi o gwintowania otworów czy to walcowych czy stożkowych.
Gwintowniki maszynowe – budowa
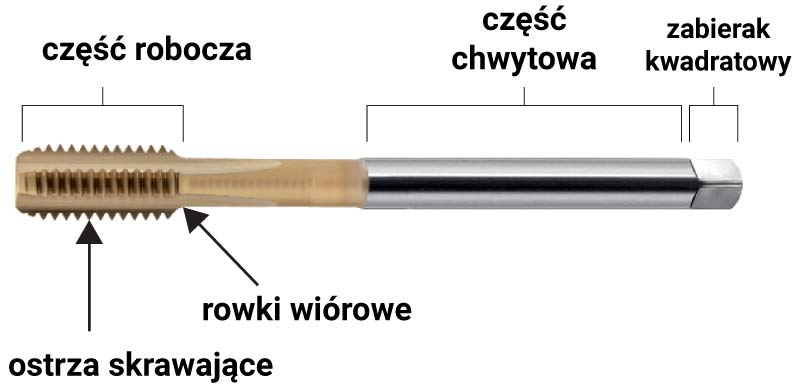
Gwintowniki maszynowe zbudowane są w kolejności od czoła od części roboczej, rowków wiórowych, części chwytowej oraz zabieraka kwadratowego. Część robocza posiada ostrza skrawające materiał, część ta posiada określony nakrój (nakroje dokładaniej są opisane w nagłówku poniżej). Rowki wiórowe mają za zadanie magazynowanie wiórów w czasie obróbki tak aby nie doszło do uszkodzenia gwintownika ani gwintu. Część chwytowa oraz zabierak kwadratowy współpracuje z oprawką do gwintowania i przenosi moment obrotowy na gwintownik.
Oznaczenie gwintowników maszynowych
W obróbce skrawaniem przyjmuje się oznaczenia materiałowe według ISO. Często producenci gwintowników oznaczają zastosowanie swoich narzędzi paskiem o kolorze np. żółtym, jeśli jest to gwintownik przeznaczony do gwintowania stali nierdzewnych.
| P | M | K | N | S | H |
| Stal | Stal nierdzewna | Żeliwo | Metale nieżelazne i aluminium | Materiały żaroodporne | Materiały hartowane |
Rozwinięcie tej normy to:
- P – do tej grupy należy stal węglowa, niskostopowa, wysokostopowa.
- M – stal nierdzewna w której zawiera się stal austenityczna oraz duplex. Stal austenityczna przyjmuje się, że posiada wytrzymałość na rozciąganie Rm w granicach od 700-1000 MPa. Stal ta w swoim składzie posiada 18% chromu oraz 8% molibdenu. Jest odporna na działanie korozji. Stal duplex to połączenie stali austenitycznej oraz ferrytycznej, posiada ona wytrzymałość na rozciąganie Rm=700 MPa
- K – do tej grupa zalicza się żeliwa szare, ciągliwe oraz sferoidalne. W przypadku żeliw dobrze jest wiedzieć jaki dokładnie posiadamy gatunek ponieważ ich właściwości mogą się różnić od siebie znacznie w oraz Rm 400-1400 MPa
- N – jest to grupa metali nieżelaznych do których zalicza się między innymi aluminium, mosiądz, miedź. Materiały te posiadają niską wytrzymałość na rozciąganie ale mają tendencje do przywierania do ostrza skrawającego a także do ściskania narzędzia. Przez tę właściwość gwintowniki do materiałów nieżelaznych wykonywane są z naprzemiennymi ostrzami.
- S – materiały żaroodoporne do których zalicza się tytan,
- H – materiały twarde – hartowane, po obróbce cieplnej, powyżej twardości według Vickersa 50 HRC.
Nakroje gwintowników maszynowych
Gwintowniki maszynowe ze względu rodzaj zastosowania możemy wyróżnić gwintowniki według nakrojów. W obecnej produkcji wyróżnią się gwintowniki w dwóch głównych nakrojach C oraz B.
 |
 |
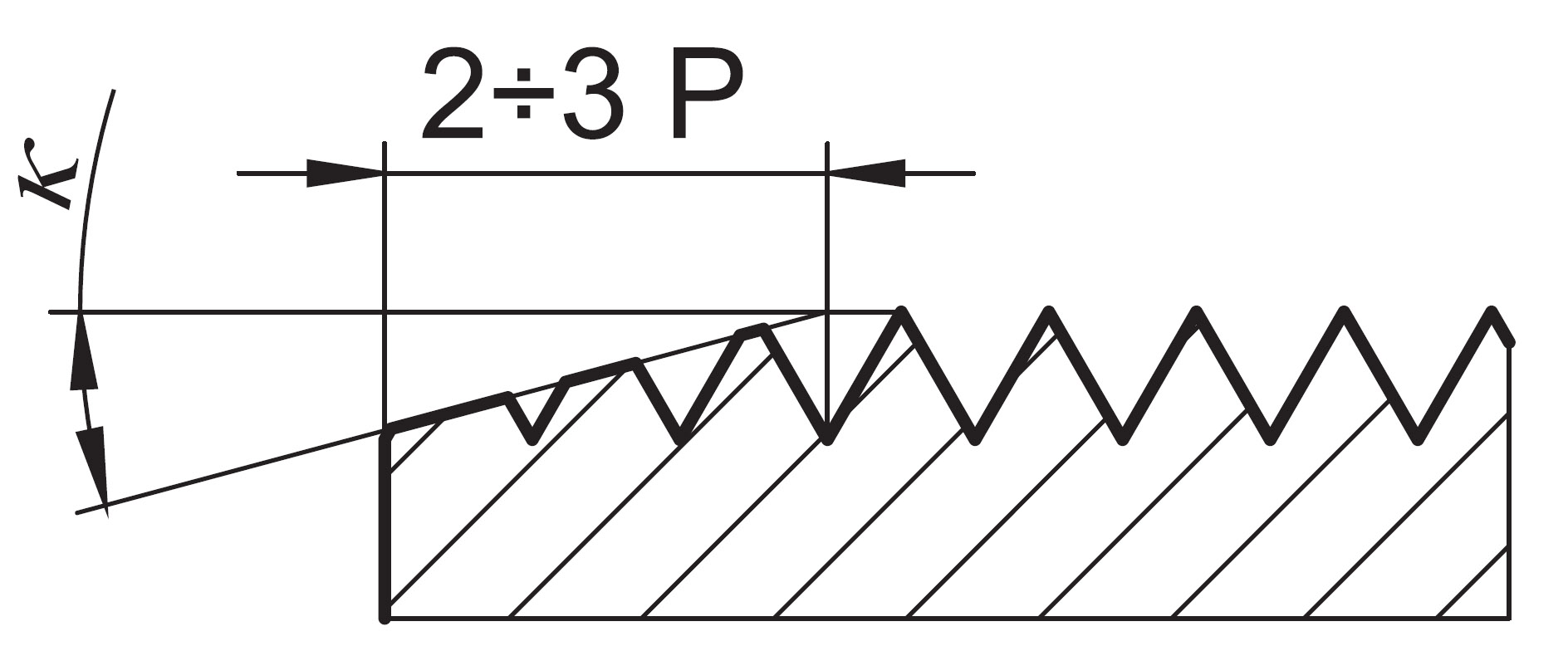
Gwintowniki maszynowe z krótkim nakrojem C
Narój C wystepują w wersji z rowkami wiórowymi skrętnymi oraz prostymi. Gwintowniki z rowkami wiórowymi skrętnymi przeznaczone są do gwintowania otworów przelotowych jak i nieprzelotowych. Są uniwersalne ponieważ nakrój ten po 2-3 zwojach posiada pełny profil gwintu co pozawala na gwintowanie do samego dna otworu.
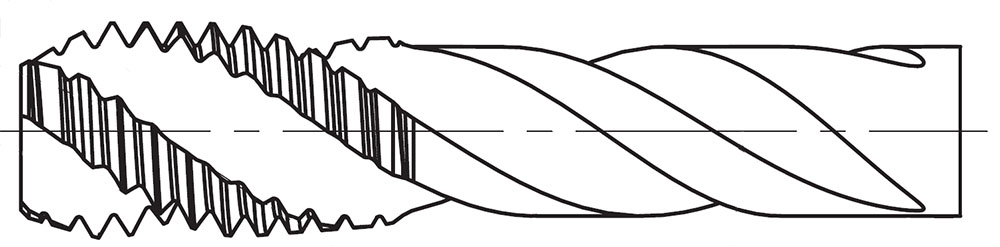
Nakrój C skrętny jest nakrojem przeznaczonym specjalnie do otworów nieprzelotowych. Posiada on rowki wiórowe skrętne, które mogą skutecznie wyprowadzać wióry w górę otworu. Krótki nakrój gwintownika umożliwia nagwintowania otworu praktycznie do samego dna.
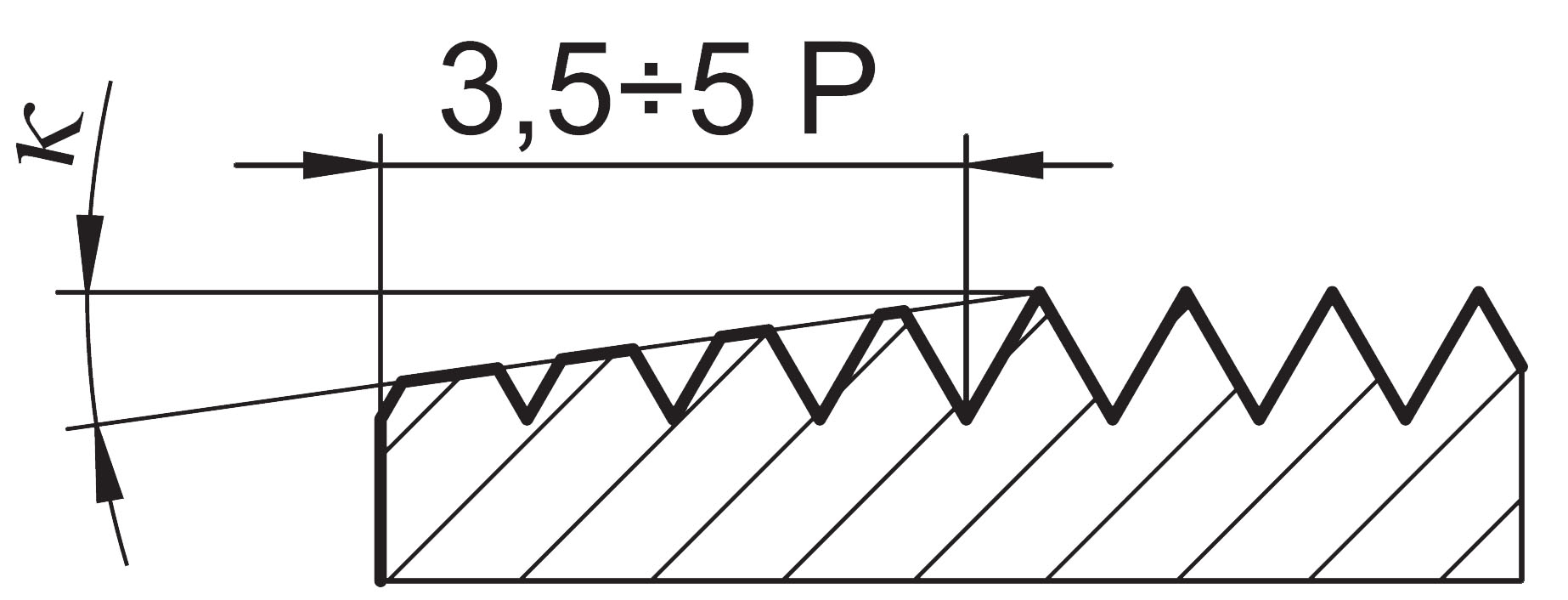
Gwintowniki maszynowe z nakrojem przelotowym B
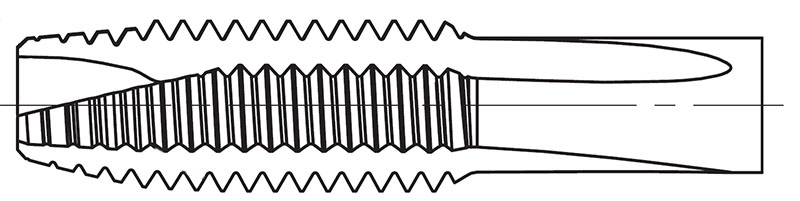
Gwintowniki z nakrojem B są przeznaczone do gwintowania otworów przelotowych. Posiada on łamacz wióra od czoła gwintownika, który również wypych wióry w dół otworu. Posiada on nakrój stosunkowo długi 3,5-5 zwoi, co przekłada się na mniejszy opór skrawania i dzięki temu większą żywotność.
Rodzaje chwytów
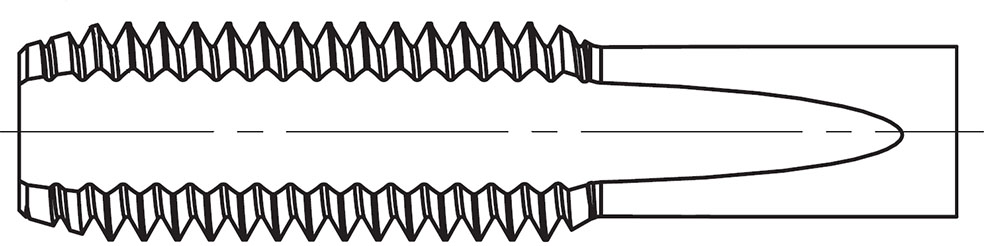
W przypadku gwintowników maszynowych mamy do dyspozycji 2 typy chwytów: przelotowy oraz nieprzelotowy. Chwyt przelotowy posiada cieńszą część chwytową od roboczej przez co można gwintować głębiej jak wynika to z części roboczej. Z tego względu można używać tych gwintowników w otworach głębokich oraz przelotowych. Chwyt nieprzelotowy posiada po części roboczej poszerzenie co w rezultacie daje, że część chwytowa posiada większą średnicę jak część robocza. Gwintowniki o tej normie głównie przeznaczone są do płytkich otworów bądź do otworów nieprzelotowych.
W zależności od rodzaju gwintu przypisana jest odpowiednia norma DIN ( czyli z niemieckiego Deutsches Institut für Normung).
| Chwyt przelotowy | Chwyt nieprzelotowy | |
| Zdjęcie |  |
 |
| Norma | DIN-376, DIN-5156, | DIN-371 |