
Toczenie gwintów jest jednym z najbardziej wydajnym procesem gwintowania gwintów zewnętrznych oraz gwintów wewnętrznych. Ogromna zaletą toczeniach gwintów jest to, że przy pomocy 1 płytki o określonym skoku lub zakresie skoków możemy toczyć gwinty o dowolnej średnicy. Przy pomocy płytki do gwintów o skoku P=1 mm możemy toczyć gwinty np. M10x1, M25x1, M64x1 a nawet M100x1 o dowolnej tolerancji. Ponadto uzyskiwany gwinty są wysokiej jakości oraz niskiej chropowatości.
Noże tokarskie do gwintów
Wyróżnia się główne 2 rodzaje noży:
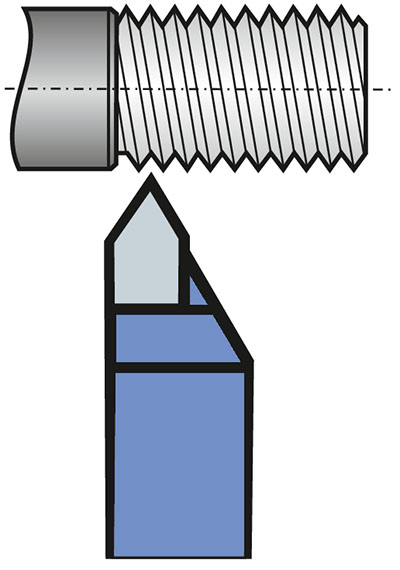
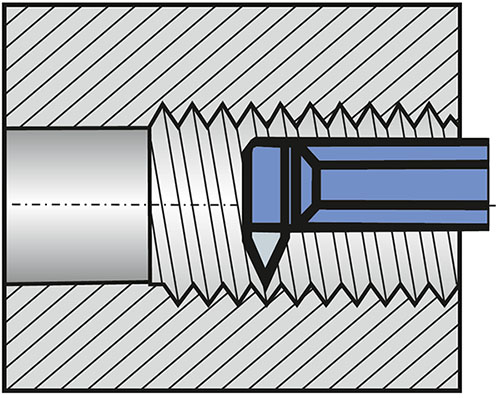
- noże tokarskie z płytką wlutowaną, które produkowane są płytką wlutowaną do stali z oznaczeniem S10, S20, S30; do żeliwa z oznaczeniem H10, H20 oraz do stali nierdzewnej M20.
| Nóż tokarskie do gwintów zewnętrznych prawy NNGc | Nóż tokarskie do gwintów wewnętrznych prawy NNGd |
 |
 |
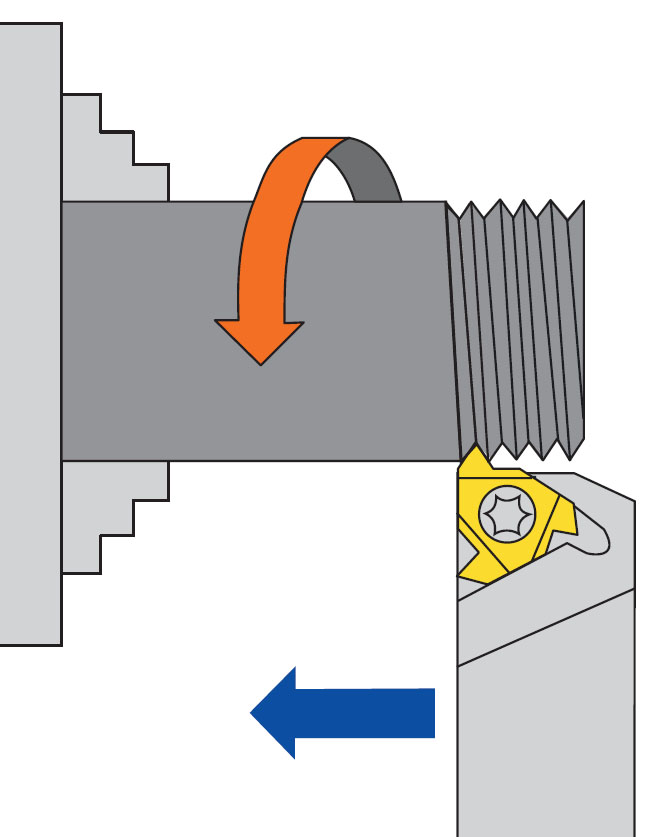
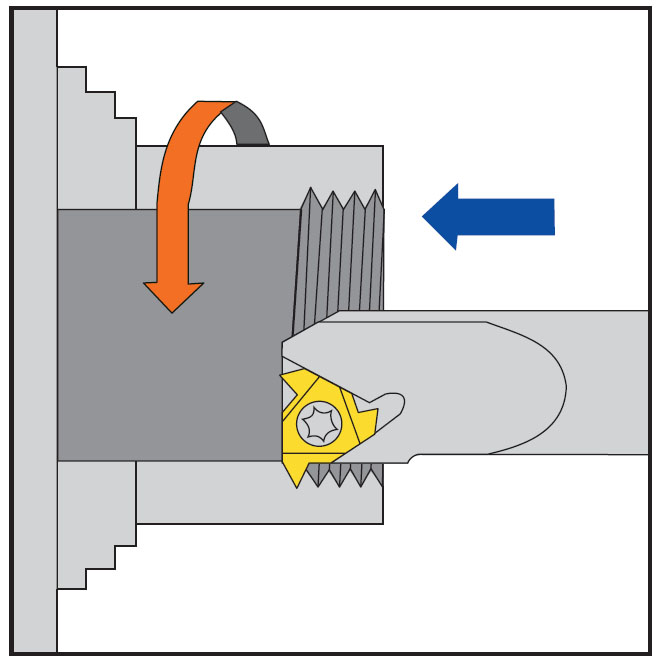
- noże tokarskie składane do gwintów z oznaczeniem PER, PIR lub SER i SIR. Każdy nóż przeznaczony jest na określoną wielkość płytki, najczęściej jest to płytki 16 lub 22.
| Nóż tokarski składany do gwintów zewnętrznych prawy PER | Nóż tokarski składany do gwintów wewnętrznych prawy PIR |
 |
 |
Płytki do gwintów
Płytki do gwintów do noży tokarskich składanych produkuje się z węglika spiekanego. W Polsce głównym dystrybutorem takich płytek do gwintów jest firma Fanar, która oferuję narzędzia do gwintów z węglika spiekanego firmy Carmex.
Oznaczenie płytek do gwintów
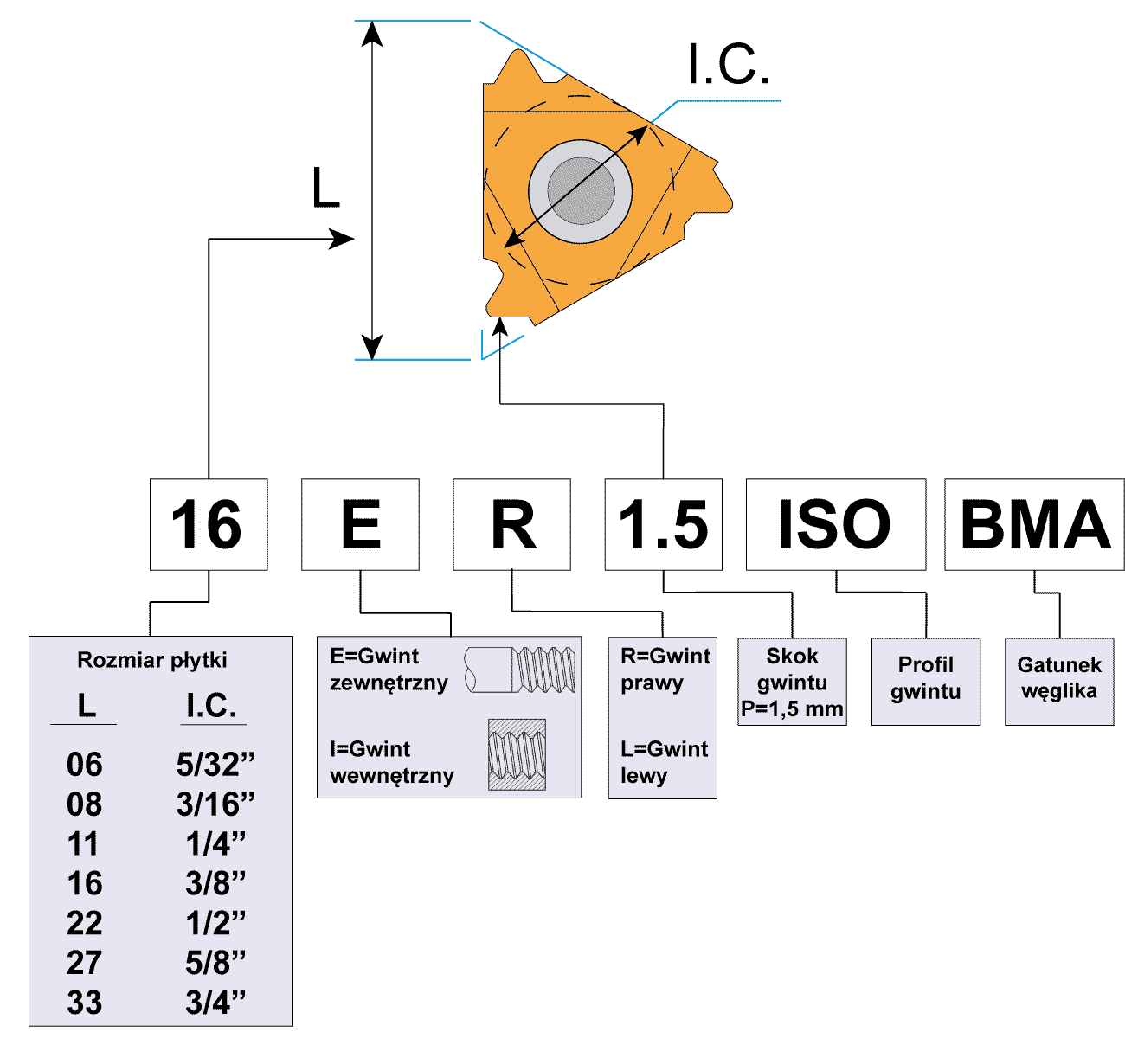
- Rozmiar płytki – 16 – rozmiar płytki podawany w [mm]. Najczęściej spotykane są w wymiarach 16 oraz 22 mm.
- E – jest to oznaczenie płytek przeznaczonych do gwintów zewnętrznych. „I” jest oznaczeniem płytek do gwintów wewnętrznych
- R – płytka do gwintów prawych, „L” – oznaczenie dla płytek lewych
- Skok gwintu – podawany w [mm] lub w zwojach na cal w przypadku gwintów calowych
- Profil gwintu- płytka do gwintów o profilu pełnym wykonuje określony skok gwintu i żaden inny. Płytka do gwintów o profilu częściowym może jest bardziej uniwersalna i może obrabiać gwinty określone zakresami np. od P=0,5 do P= 3,0 mm
- Gatunek płytki do gwintów – rodzaj gatunku węglika, który każdy producenta określa samodzielnie i posiada swoje własne oznaczenia.
Toczenie gwintów porady praktyczne
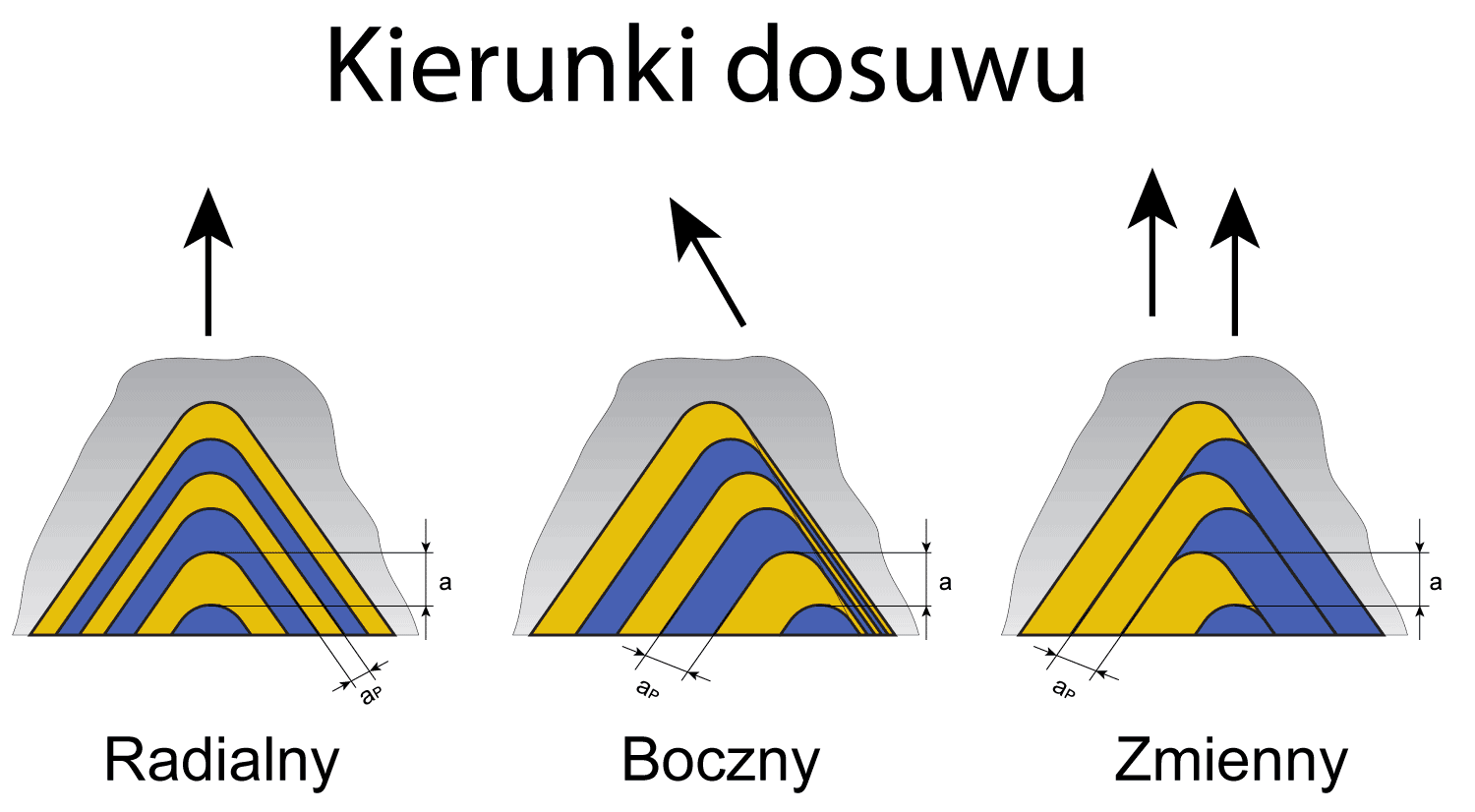
Metody dusuwu noża tokarskiego
W toczeniu gwintów istnieją 3 metody gwintowania:
- kierunek radialny – jest to najczęściej stosowana metoda obróbki gwintów. Tą metodą można toczyć gwinty o mniejszym skoku P<1,5 mm. Jest to odpowiednia metoda dla materiałów mających tendencje do utwardzania się. Przy większym prędkościach dosuwu możliwe jest występowanie drgań.
- kierunek boczny – jest to odpowiednia metoda dla gwintów o dużych skokach P>1,5 mm oraz gwintów trapezowych. Toczenie gwintów tą metodą zmniejsza obciążenie ale ostrze zużywa się niesymetrycznie i po jednej stronie płytki pojawia się większe zużycie a gwinty posiada większe zużycie po tej samej stronie.
- kierunek zmienny – jest to metoda dla dużych skoków gwintu gdzie występuję duże obciążenie oraz materiał daje długi lub nie równomierny wiór. Zużycie płytki odbywa się równomiernie po obu stronach.
Liczba przejść przy toczeniu
W zależności od wielkości skoku gwintu powinniśmy dopasować liczbę przejść noża tokarskiego tak by gwint miał najdokładniejszy kształt oraz wymiary. Przy zbyt małej ilości przejść gwint może wyjść „szarpany” i o niejednorodnej budowie.
| Skok | mm | 0,5 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 4 | 6 |
| Zwoje na cal | 48 | 32 | 24 | 20 | 16 | 14 | 12 | 10 | 8 | 6 | 4 | |
| Liczba przejść | 3-6 | 4-7 | 4-9 | 6-10 | 5-11 | 9-12 | 6-13 | 7-15 | 8-17 | 10-20 | 11-22 |
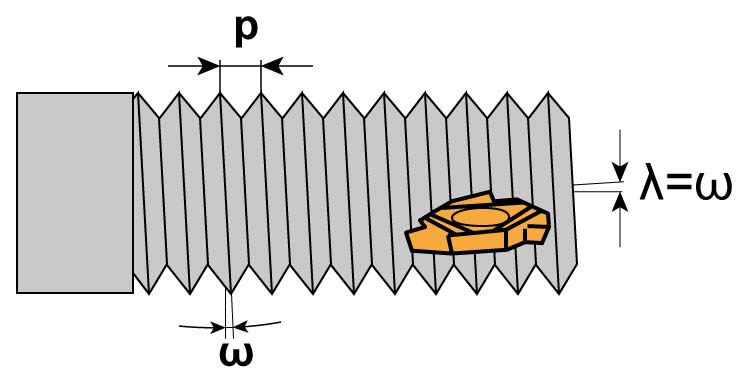
Dobór płytki podporowej przy toczeniu gwintu
Gwinty w zależności do skoku gwintu oraz średnicy posiadają różne pochylenie linii śrubowej.
 |
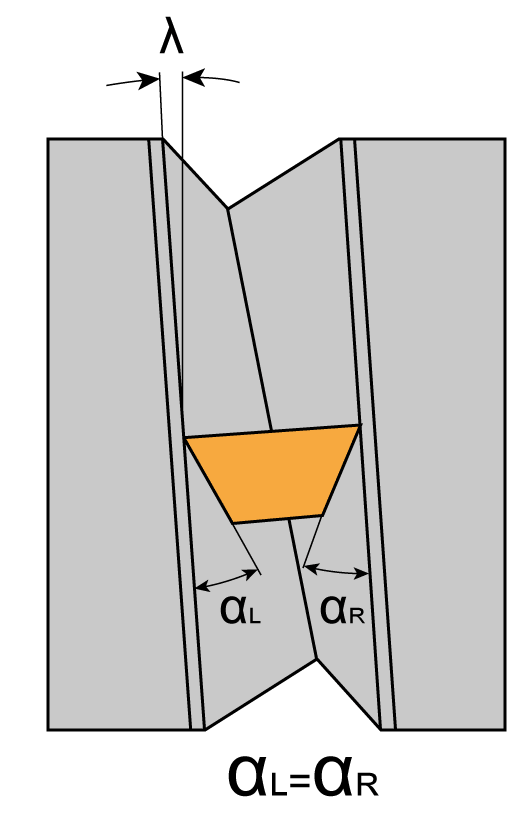 |
W celu doboru odpowiedniej płytki najłatwiej jest skorzystać z tabeli doboru dostarczoną od producenta płytek podporowych.
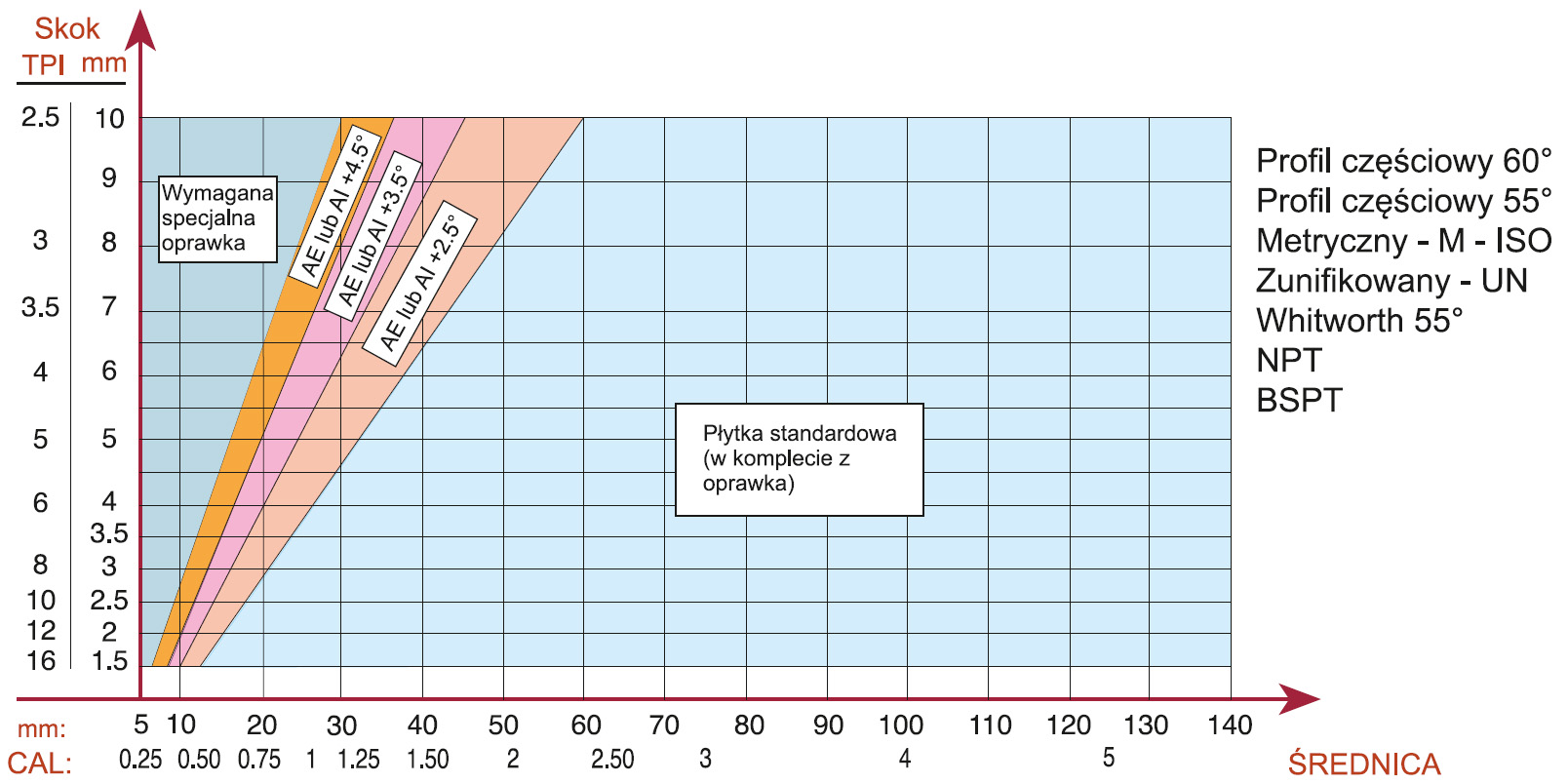
Kąt pochylenia linii śrubowej możemy również obliczyć kalkulatorem a następnie skorzystać z tabeli powyżej.
3 komentarze
.ustawianie noże tokarskiego do gwintowania.
Wyszukaj informacje i napisz notatką według załączonych punktów:
a) Zasady mocowania noża w imaku tokarki,
b) Ustawianie noża do nacinania gwintów zewnętrznych,
c) Ustawianie parametrów: skok gwintu, obroty,
d) bhp na stanowisku pracy.
czy ktoś pomoże :)?
Obroty są podane w katalogu Carmex i są zależne od średnicy gwintu i to jest ujęte na 57 stronie. Trzeba go zrobić w kilku przejściach i to również jest tam ujęte. Co do reszty punktów to nie pomogę niestety.
ANDŻELIKA
ad a i b ; nóż do gwintowania w imaku mocujemy krawędzią skrawającą na wysokości osi głównej tokarki a krawędzie noża ustawiamy względem osi głównej tokarki za pomocą wzornika .
ad c ; ustawienie skoku gwintu w tokarkach uniwersalnych realizujemy poprzez odpowiednie położenie dźwigni skrzynki posuwów lub w przypadku braku w skrzynce posuwów skoku nacinanego gwintu zmieniamy kola zmianowe przekładni gitarowej.
obroty przy nacinaniu gwintów są zależne od szerokości rowka wybiegu noża – najczęściej szerokość rowka wybiegu noża to 1 do 1,5 skoku gwintu a obroty to od 60 do 90 obr/min
ad d; z BHP to najważniejsze -praca w okularach, usuwanie wiórów pędzelkiem i intensywne smarowanie i chłodzenie.