Parametry gwintowania są bardzo ważną częścią prawidłowego oraz wydajnego nacinania gwintów w otworach. Na parametry gwintowania składają się:
- Prędkość skrawania Vc [m/min]
- Obroty n [obr/min]
- Prędkość posuwu gwintownika Vf [mm/min]
- Moment obrotowy gwintowania Md
- Moc P [kW]
- Wysokość zarysu gwintu H1
1. Prędkość skrawania Vc
Prędkość skrawania Vc [m/min] podawana jest przez producenta i zależy ona od:
– gwintownika, jaki posiadamy, producenta oraz materiału, z jakiego został wykonany,
– materiału w jakim jest nacinany gwint.
Każdy producent gwintowników w zależności od swojego produktu oraz materiału podaje rekomendowane wartości, od których możemy rozpocząć gwintowanie. Natomiast są to tylko wartości początkowe i w zależności od warunków skrawania (stabilność układu, długość gwintu, smarowania itd.) możemy te parametry zwiększyć lub zmniejszyć w zależności od rezultatu, jaki osiągamy.
Gwintowniki maszynowe produkowane są z materiałów takich jak:
– HSS-E, HSSCo – stal szybkotnąca kobaltowa z 5% dodatkiem kobaltu lub rzadziej z 8% Co, twardość
gwintownika to ok. 64 HRC, zazwyczaj mogą gwintować materiały do 800 MPa lub jeśli są wzmocnionej konstrukcji do 1000 MPa,
– HSSE-PM – stal szybkotnąca kobaltowa proszkowa, są to gwintowniki o które mogą obrabiać materiały o zwiększonej twardości do 40 HRC oraz do Rm=1400 MPa,
– VHM – węglik spiekany – gwintowniki te są bardzo wydajnym rozwiązaniem lecz wymagają dużej stabilności maszyny oraz dokładnie wykonanych otworów (jest bardziej kruchy w porównaniu z materiałami powyżej). Gwintowniki VHM mogą gwintować materiały również hartowane.
Prędkość skrawania odczytujemy z tabeli parametrów zalecanych przez producenta. Poniżej parametry skrawania dla standardowych gwintowników Fanar.
Tabela nr. 1 Tabela doboru prędkości skrawania gwintownika
| Materiał | Rm [MPa] | Vc [m/min] | ||||
|---|---|---|---|---|---|---|
| Rm [Mpa] | HSSE | HSSE-PM | VHM | |||
| Stal | ||||||
| P1 | Stal węglowa | Stal automatowa | 750 | 5-20 | 20-50 | 10-50 |
| P2 | C < 0,55 % wyżarzona | 650 | 5-20 | 20-50 | 10-50 | |
| P3 | C > 0,55 % wyżarzona | 650 | 5-20 | 20-50 | 10-50 | |
| P4 | C 5 0,55 % ulepszana cieplnie | 700 | 5-20 | 20-50 | 10-50 | |
| P5 | C > 0,55 % ulepszana cieplnie | 1000 | 20-50 | 10-50 | ||
| P6 | Stal niskostopowa | Stal niskostopowa | 600 | 5-20 | 20-50 | 10-50 |
| P7 | Stal niskostopowa | Stal niskostopowa | 1000 | 20-50 | 10-50 | |
| P8 | Stal niskostopowa | Stal niskostopowa | 1200 | 20-50 | 10-50 | |
| P9 | Stal niskostopowa | Stal niskostopowa | 1400 | 5-15 | ||
| P10 | Stal wysokostopowa i wysokostopowa stal narzędziowa | 700 | 5-20 | 20-50 | 10-50 | |
| P11 | 1000 | 20-50 | 10-50 | |||
| P12 | 1400 | 5-15 | ||||
| P13 | Stal nierdzewna | Ferrytyczna/Martenz. | 700 | 5-25 | 5-20 | |
| P14 | Martenzytyczna | 1100 | 5-25 | 5-15 | ||
| Stal nierdzewna | ||||||
| M1 | Stal nierdzewna | Austenityczna | 700 | 5-15 | 5-25 | 5-20 |
| M2 | Austenityczna | 1000 | 5-15 | 5-25 | 5-15 | |
| M3 | Duplex | 800 | 5-15 | 5-25 | 5-20 | |
| Żeliwo | ||||||
| K1 | Żeliwo szare (GJL) | 400 | 5-15 | 10-50 | 10-40 | |
| K2 | Żeliwo wermikulame (GJV) CGI | 550 | 5-15 | 10-50 | 10-40 | |
| K3 | Żeliwo ciągliwe(GJMW / GJMB) | 500 | 5-15 | 10-50 | 10-40 | |
| K4 | Żeliwo ciągliwe (GJMB) | 800 | 5-15 | 10-50 | 10-40 | |
| K5 | Żeliwo sferoidalne (GJS) | 700 | 5-15 | 10-50 | 10-40 | |
| K6 | Żeliwo sferoidalne (GJS) ADI | 1400 | 5-15 | 5-15 | ||
| Metale nieżelazne i aluminium | ||||||
| N1 | Stopy aluminium do obróbki plastycznej | 200 | 10-50 | 10-40 | ||
| N2 | 500 | 10-25 | 10-50 | 10-40 | ||
| N3 | Stopy aluminium odlewnicze | Si<12% | 250 | 10-25 | 10-50 | 10-40 |
| N4 | Si<12% | 300 | 5-20 | 10-50 | 10-40 | |
| N5 | Si> 12 % | 450 | 10-50 | 10-40 | ||
| N6 | Stopy magnezu | 250 | 5-20 | 10-50 | 10-40 | |
| N7 | czysta miedz, niestopowa | 350 | 5-20 | 10-50 | 10-40 | |
| N8 | Miedz i jej stopy | Stopy miedzi długowiórowe | 600 | 10-50 | 10-40 | |
| N9 | stopy miedzi krótkowiórowe (mosiądz, brąz) | 400 | 10-50 | 10-40 | ||
| N10 | wysoka wytrzymałość | 1000 | 5-25 | 5-25 | ||
| Materiał żaroodporny | ||||||
| S1 | Stopy żaroodporne | Na bazie Fe | 675 | 1-8 | 1-8 | |
| S2 | 950 | 1-8 | 1-8 | |||
| S3 | 850 | |||||
| S4 | Na bazie Ni/Co | 1200 | ||||
| S5 | 1100 | 1-8 | 1-8 | |||
| S6 | Stopy tytanu | Czysty tytan | 675 | |||
| S7 | Stopy α i β | 1250 | ||||
| S8 | Stopy β | 1400 | ||||
| Materiały twarde | ||||||
| H1 | Stal hartowana | 1-4 | ||||
| H2 | 1-4 | |||||
| H3 | 1-4 | |||||
| H4 | Żeliwo utwardzone i hartowane | 1-4 |
gdzie:
Rm – wytrzymałość na rozciąganie [MPa]
2. Obroty gwintownika n
Obroty wrzeciona n [obr/min] są zależne od prędkości skrawania Vc i na jej podstawie możemy obliczyć obroty gwintownika. Coraz częściej jednak to maszyna przelicza te wartości po podaniu Vc oraz skoku gwintu P [mm].

3. Prędkość posuwu Vf
Prędkość posuwu Vf [mm/min] jest zależna skoku gwintownika oraz od jego obrotów.

gdzie:
– p – skok gwintu [mm]
– n – obroty gwintownika [obr/min]
4. Moment obrotowy przy gwintowaniu Md
Moment obrotowy przy gwintowaniu jest ważnym czynnikiem, biorąc pod uwagę zwłaszcza gwintowanie dużych gwintów. Moment obrotowy zależy w dużym stopniu od skoku gwintowniki oraz jego średnicy ale i także od rodzaju obrabianego materiału bo zależy od tego opór właściwy gwintowania Kc. Przybliżone wartości dla oporu właściwego Kc gwitnowania dla poszczególnych materiałów podane są w tabeli poniżej. Wartości te należy traktować jako szacunkowe ponieważ współpczynnik Kc zależy od kąta gwintownika oraz grubości wióra.
| Materiał | Opór właściwy Kc [MPa] |
|---|---|
| Stal | 2000-2900 |
| Stal nierdzewna | 2300-3100 |
| Żeliwo | 1600-2000 |
| Tytan | 2000-2300 |
| Nikiel | 1300-2000 |
| Miedź | 800-1000 |
| Aluminium Magnez | 700-1000 |
| Materiały twarde | >2800 |
5. Moc P
Moc potrzebna do gwintowania jest zależna od momentu gwintowania i obrotów gwintownika.
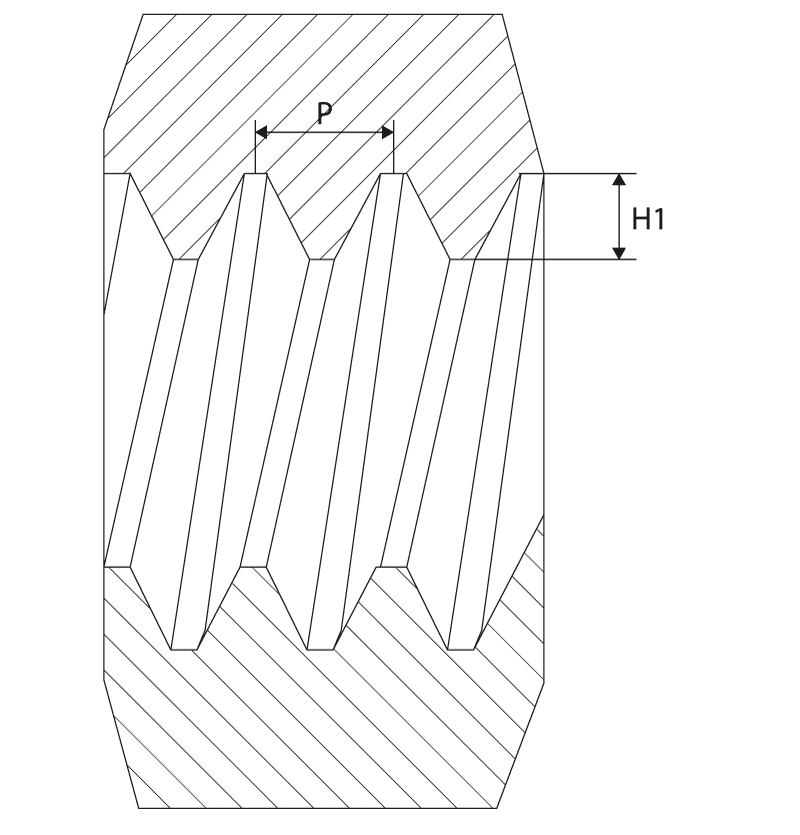
6. Wysokość zarysu gwintu H1
Ważnym parametrem nacinania gwintów jest jego wysokość zarysu gwintu H1. Jest to wartość ważna zwłaszcza w elementach gdzie nacinamy gwint jest w elemencie cienkościennym i głębokość gwintu w materiale jest ograniczona. Częstym wyborem w takiej sytuacji są gwinty drobnozwojne, ponieważ wysokość H1 zależy od skoku gwintu np. gwint wewnętrzny M10 posiada skok P=1,5 mm.
W przypadku rur bardzo cienkościennych największe możliwości jeśli chodzi o gwinty drobnozwojne dają gwintu zunifikowane UN a dokładnie UNF, UNS, są to gwinty bardzo drobnozwojne o kącie 60 stopni.

gdzie:
H1 – wysokość zarysu gwintu [mm]
P – skok gwintu [mm]
3 komentarze
Super własnie tego wszędzie szukałem, i dzięki kalkulatorowi potwierdziły się te parametry które wyszły mi ze wzorów
dzięki za tą stronę
Witam. W kalkulatorze prędkości posuwu Vf nie powinno być jednostki mm/min zamiast obr/min?
Dziękuje za uwagi, poprawki zostały wprowadzone