
Frezy węglikowe palcowe VHM widiowe to narzędzia trzpieniowe wykonane z węglika spiekanego. Są to narzędzia przeznaczone do frezowanie walcowego (bokiem), walcowo-czołowego (bokiem oraz czołem freza) bądź tylko czołowego (ale rzadko ze względu na niezbyt dużą wydajność).
 |
 |
 |
Sam węglik spiekany wytwarzany jest poprzez spiekanie metali takich jak wolfram, tytan z metalem takim jak kobalt, nikiel bądź wanad, które pełnią rolę wiążącą. Tak wykonany węglik spiekany posiada bardzo wysoką wytrzymałość na ścieranie, wysoką twardość oraz wytrzymałość na rozciąganie. Aby zwiększyć wydajność, na frezy węglikowe VHM nakłada się na ich zewnętrzną warstwę powłoki takie jak:
| Powłoka | Skład | |
 |
Azotek tytnowo-aluminiowy |  |
 |
Azotek aluminiowo-tytanowy |  |
 |
Dwuborek tytanu |  |
Powłoki zdecydowanie zwiększają żywotność narzędzia oraz poprawiają, jakość obrabianej powierzchni poprzez zmniejszenie zjawiska narostu na ostrzu oraz poprzez ochronę ostrza przez nadmiernym ścieraniem się.
Ze względu na wysoki koszt surowców węglików spiekanych, frezy węglikowych VHM produkuje się głównie w niewielkich rozmiarach średnicy od 0,1 do 20 mm.
Aby wydajnie oraz skutecznie obrabiać materiał trzeba dobrać prawidłowe parametry skrawania dla uzyskania jak najlepszych efektów. Dla węglików spiekanych przyjmuje się następujące parametry:
Vc=100 m/min
fz=0,02 mm
gdzie:
Vc- prędkość skrawania,
fz – posuw liczony na 1 ostrze.
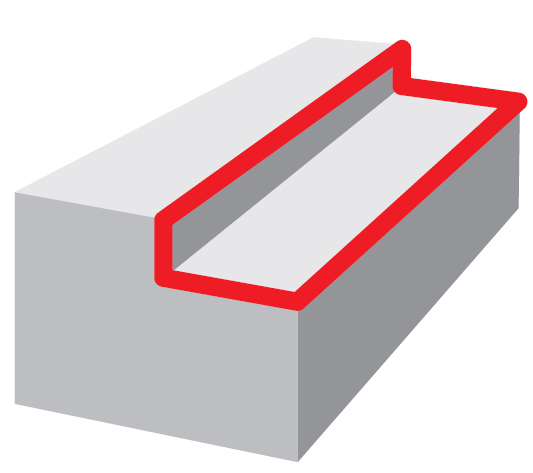
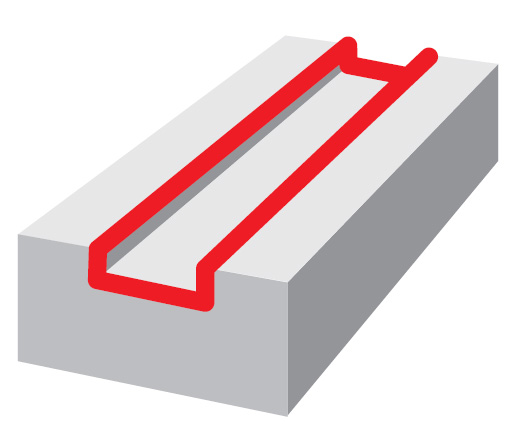
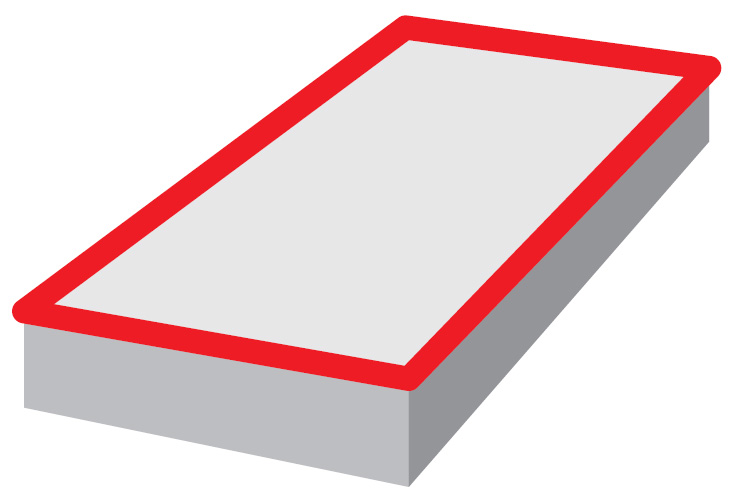
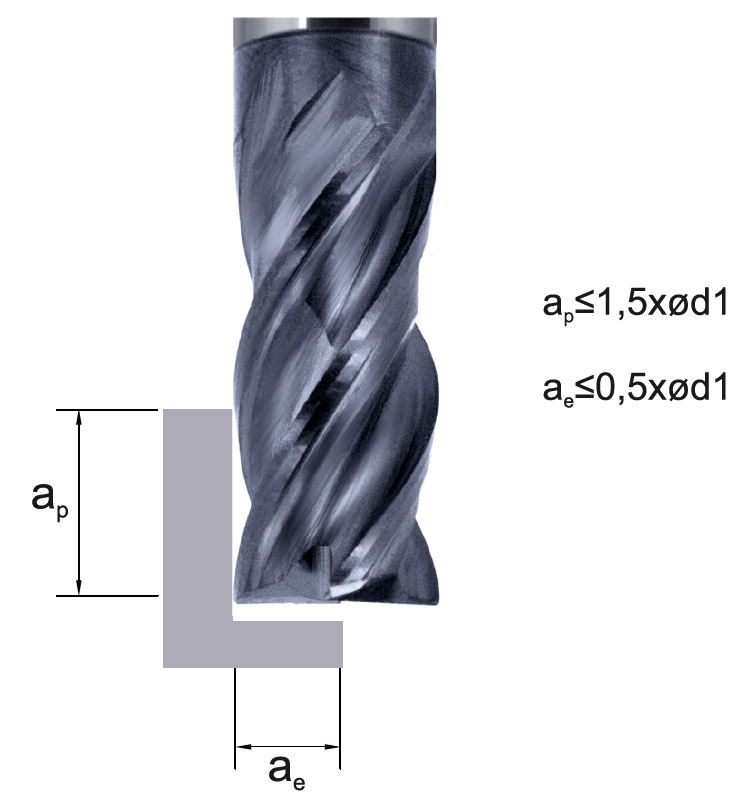
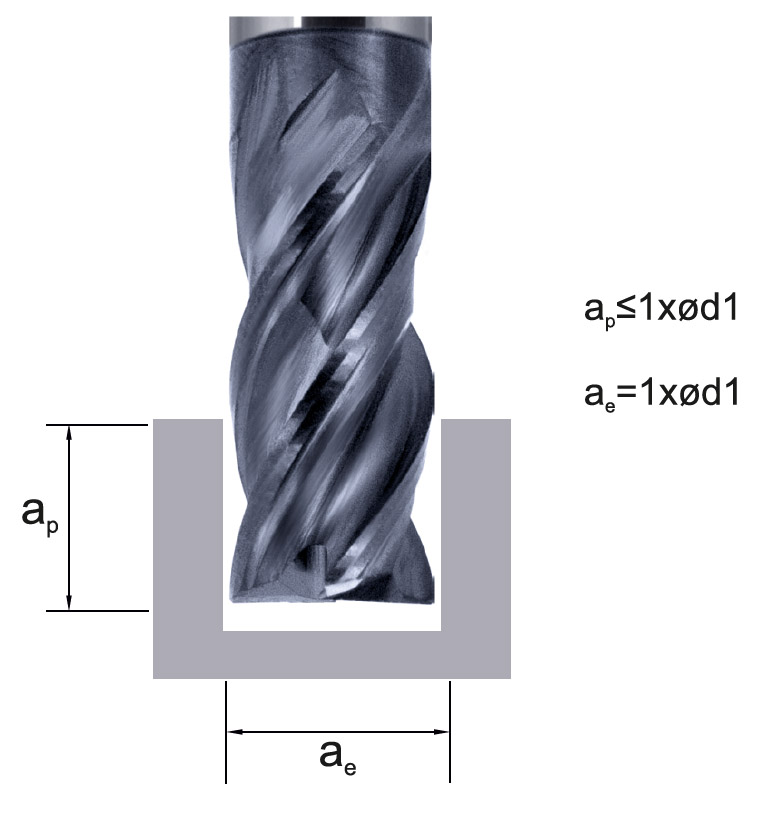
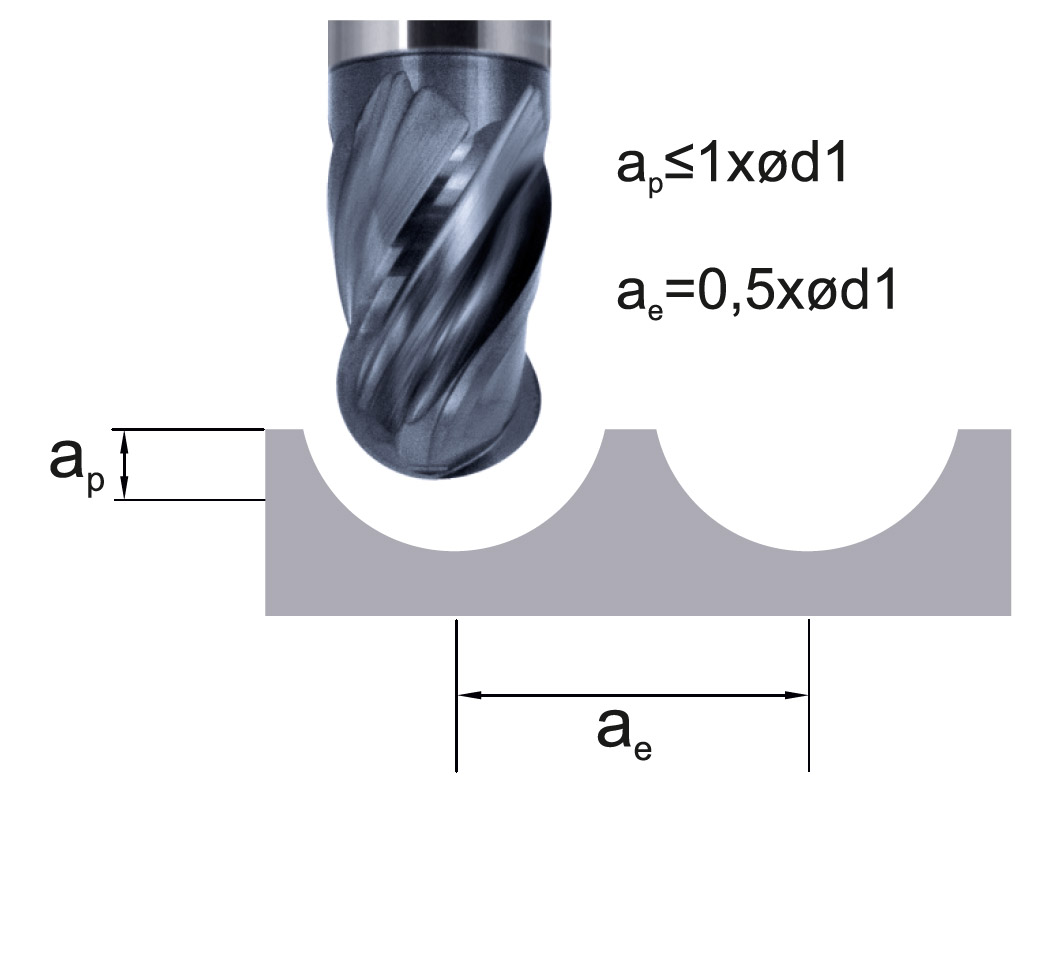
Dodatkowo ważnym elementem parametrów obróbki jest dobór głębokości skrawania ap oraz szerokości skrawania ae . Dla większości standardowych frezów możemy przyjąć dla:
| Obróbka walcowo-czołowa | Rowkowanie | Obróbka walcowo-czołowa |
 |
 |
 |
W przypadku rowkowania trzeba zmniejszyć głębokość skrawania ze względu na pracę całą szerokością freza węglikowego, dodatkowo powinniśmy zmniejszyć prędkość skrawania Vc o min. 40%.
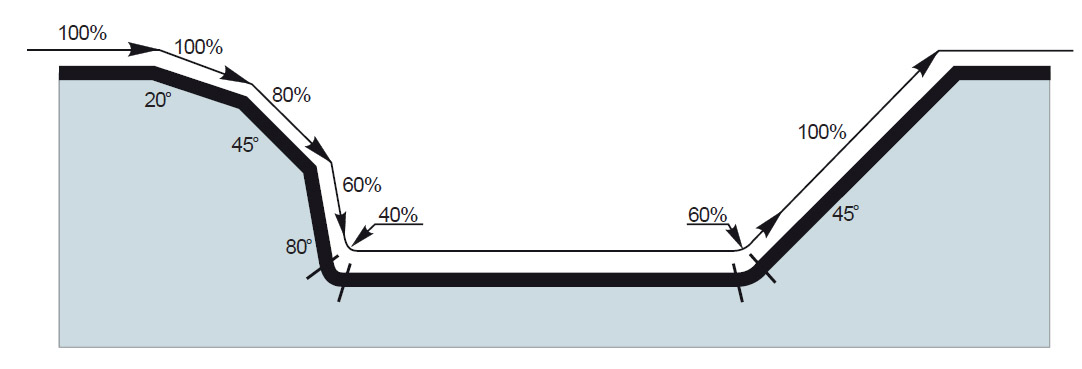
W przypadku frezowania przy narożach również powinniśmy zmniejszyć odpowiednio parametry skrawania, ale tutaj najczęściej programy CAM posiadają taką funkcję. Dzięki temu zabiegowi zwiększymy znacznie żywotność freza oraz poprawimy, jakość obrabianej powierzchni.
To są parametry, które możemy przyjąć, jako początkowe, gdy nie znamy zaleceń producenta, ale posuw na ostrze różni się w zależności od:
– obrabianego materiału,
– średnicy obrabianego narzędzia,
– rodzaje freza jaki stosujemy.
W tabeli nr. 1 znajdują się nazwy poszczególnych grup materiałowych wg. których dobieramy parametry.
| P Stal | P1 | Stal węglowa | Stal automatowa | |
| P2 | C < 0,55 % | |||
| P3 | C > 0,55 % | |||
| P4 | C < 0,55 % | |||
| P5 | C > 0,55 % | |||
| P6 | Stal niskostopowa | |||
| P7 | ||||
| P8 | ||||
| P9 | ||||
| P10 | Stal wysokostopowa i wysokostopowa stal narzędziowa | |||
| P11 | ||||
| P12 | ||||
| P13 | Stal nierdzewna | Ferrytyczna/Martenzytyczna | ||
| P14 | Martenzytyczna | |||
| M Stal nierdzewna | M1 | Stal nierdzewna | Austenityczna | |
| M2 | Austenityczna (PH) | |||
| M3 | Duplex | |||
| K Żeliwo | K1 | Żeliwo szare (GJL) | ||
| K2 | Żeliwo wermikularne (GJV) CGI | |||
| K3 | Żeliwo ciągliwe(GJMW / GJMB) | |||
| K4 | Żeliwo ciągliwe (GJMB) | |||
| K1 | Żeliwo sferoidalne (GJS) | |||
| K2 | Żeliwo sferoidalne (GJS) ADI | |||
| N Metale nieżelazne | N1 N2 | Stopy aluminium do obróbki plastycznej (ENAW) | ||
| N3 | Stopy aluminium odlewnicze (ENAC) | Si<12% | ||
| N4 | Si<12% | |||
| N5 | Si>12 % | |||
| N6 | Stopy magnezu | |||
| N7 | Miedź i jej stopy | czysta miedź, niestopowa | ||
| N8 | sStopy miedzi długowiórowe | |||
| N9 | stopy miedzi krótkowiórowe (mosiądz, brąz) | |||
| N10 | wysoka wytrzymałość | |||
| S Materiały żaroodporne | S1 | Stopy żaroodporne | Na bazie Fe | |
| S2 | ||||
| S3 | Na bazie Ni/Co | |||
| S4 | ||||
| S5 | Stopy tytanu | Czysty tytan | ||
| S6 | Stopy α i β | |||
| S7 | Stopy β | |||
| H materiały hartowane | H1 | Stal hartowana | ||
| H2 | ||||
| H3 | Żeliwo hartowane | |||
Posiadając te dane oraz średnicę freza VHM możemy określić, jaki posuw na ząb powinniśmy przyjąć.
Tabela nr. 2 Posuw na ząb fz dla frezów z czołem prostym.
| Grupa | Vc [m/min] | Ød1=1 mm | Ød1=1,5 mm | Ød1=2 mm | Ød1=2,5 mm | Ød1=3 mm | Ød1=4 mm | Ød1=5 mm | Ød1=6 mm | Ød1=8 mm | Ød1=10 mm | Ød1=12 mm | Ød1=14 mm | Ød1=16 mm | Ød1=18 mm | Ød1=20 mm |
| Posuw na ostrze fz [mm] | ||||||||||||||||
| P1 | 75 | 0,004 | 0,008 | 0,013 | 0,016 | 0,019 | 0,025 | 0,039 | 0,05 | 0,069 | 0,086 | 0,103 | 0,105 | 0,109 | 0,119 | 0,136 |
| P2 | 75 | 0,004 | 0,008 | 0,013 | 0,016 | 0,019 | 0,025 | 0,039 | 0,05 | 0,069 | 0,086 | 0,103 | 0,105 | 0,109 | 0,119 | 0,136 |
| P3 | 75 | 0,004 | 0,008 | 0,013 | 0,016 | 0,019 | 0,025 | 0,039 | 0,05 | 0,069 | 0,086 | 0,103 | 0,105 | 0,109 | 0,119 | 0,136 |
| P4 | 75 | 0,004 | 0,008 | 0,013 | 0,016 | 0,019 | 0,025 | 0,039 | 0,05 | 0,069 | 0,086 | 0,103 | 0,105 | 0,109 | 0,119 | 0,136 |
| P5 | 75 | 0,004 | 0,008 | 0,013 | 0,016 | 0,019 | 0,025 | 0,039 | 0,05 | 0,069 | 0,086 | 0,103 | 0,105 | 0,109 | 0,119 | 0,136 |
| P6 | 60 | 0,003 | 0,006 | 0,009 | 0,011 | 0,013 | 0,018 | 0,027 | 0,035 | 0,048 | 0,06 | 0,072 | 0,074 | 0,076 | 0,083 | 0,095 |
| P7 | 60 | 0,003 | 0,006 | 0,009 | 0,011 | 0,013 | 0,018 | 0,027 | 0,035 | 0,048 | 0,06 | 0,072 | 0,074 | 0,076 | 0,083 | 0,095 |
| P8 | 60 | 0,003 | 0,006 | 0,009 | 0,011 | 0,013 | 0,018 | 0,027 | 0,035 | 0,048 | 0,06 | 0,072 | 0,074 | 0,076 | 0,083 | 0,095 |
| P9 | 60 | 0,003 | 0,006 | 0,009 | 0,011 | 0,013 | 0,018 | 0,027 | 0,035 | 0,048 | 0,06 | 0,072 | 0,074 | 0,076 | 0,083 | 0,095 |
| P10 | 60 | 0,003 | 0,006 | 0,009 | 0,011 | 0,013 | 0,018 | 0,027 | 0,035 | 0,048 | 0,06 | 0,072 | 0,074 | 0,076 | 0,083 | 0,095 |
| P11 | 60 | 0,003 | 0,006 | 0,009 | 0,011 | 0,013 | 0,018 | 0,027 | 0,035 | 0,048 | 0,06 | 0,072 | 0,074 | 0,076 | 0,083 | 0,095 |
| P12 | 60 | 0,003 | 0,006 | 0,009 | 0,011 | 0,013 | 0,018 | 0,027 | 0,035 | 0,048 | 0,06 | 0,072 | 0,074 | 0,076 | 0,083 | 0,095 |
| P13 | 50 | 0,002 | 0,005 | 0,006 | 0,008 | 0,009 | 0,009 | 0,011 | 0,016 | 0,027 | 0,039 | 0,047 | 0,049 | 0,053 | 0,06 | 0,065 |
| P14 | 50 | 0,001 | 0,001 | 0,001 | 0,001 | 0,001 | 0,004 | 0,009 | 0,013 | 0,022 | 0,034 | 0,04 | 0,043 | 0,045 | 0,05 | 0,055 |
| M1 | 50 | 0,001 | 0,001 | 0,002 | 0,003 | 0,004 | 0,004 | 0,009 | 0,013 | 0,022 | 0,034 | 0,04 | 0,043 | 0,045 | 0,05 | 0,055 |
| M2 | 55 | 0,001 | 0,002 | 0,003 | 0,04 | 0,005 | 0,008 | 0,011 | 0,016 | 0,027 | 0,039 | 0,047 | 0,049 | 0,053 | 0,059 | 0,065 |
| M3 | 40 | 0,001 | 0,001 | 0,002 | 0,003 | 0,004 | 0,004 | 0,009 | 0,013 | 0,022 | 0,034 | 0,04 | 0,043 | 0,045 | 0,05 | 0,055 |
| K1 | 100 | 0,003 | 0,006 | 0,011 | 0,014 | 0,019 | 0,022 | 0,026 | 0,033 | 0,044 | 0,055 | 0,055 | 0,059 | 0,063 | 0,071 | 0,079 |
| K2 | 100 | 0,003 | 0,006 | 0,011 | 0,014 | 0,019 | 0,022 | 0,026 | 0,033 | 0,044 | 0,055 | 0,055 | 0,059 | 0,063 | 0,071 | 0,079 |
| K3 | 100 | 0,003 | 0,006 | 0,011 | 0,014 | 0,019 | 0,022 | 0,026 | 0,033 | 0,044 | 0,055 | 0,055 | 0,059 | 0,063 | 0,071 | 0,079 |
| K4 | 100 | 0,003 | 0,006 | 0,011 | 0,014 | 0,019 | 0,022 | 0,026 | 0,033 | 0,044 | 0,055 | 0,055 | 0,059 | 0,063 | 0,071 | 0,079 |
| K5 | 87 | 0,001 | 0,003 | 0,005 | 0,008 | 0,012 | 0,021 | 0,025 | 0,028 | 0,028 | 0,035 | 0,047 | 0,051 | 0,054 | 0,058 | 0,06 |
| K6 | 87 | 0,001 | 0,003 | 0,005 | 0,008 | 0,012 | 0,021 | 0,025 | 0,028 | 0,028 | 0,035 | 0,047 | 0,051 | 0,054 | 0,058 | 0,06 |
| N1 | 280 | 0,002 | 0,026 | 0,028 | 0,032 | 0,036 | 0,04 | 0,048 | 0,052 | 0,056 | 0,065 | 0,074 | 0,078 | 0,083 | 0,088 | 0,093 |
| N2 | 280 | 0,002 | 0,026 | 0,028 | 0,032 | 0,036 | 0,04 | 0,048 | 0,052 | 0,056 | 0,065 | 0,074 | 0,078 | 0,083 | 0,088 | 0,093 |
| N3 | 280 | 0,002 | 0,026 | 0,028 | 0,032 | 0,036 | 0,04 | 0,048 | 0,052 | 0,056 | 0,065 | 0,074 | 0,078 | 0,083 | 0,088 | 0,093 |
| N4 | 280 | 0,002 | 0,026 | 0,028 | 0,032 | 0,036 | 0,04 | 0,048 | 0,052 | 0,056 | 0,065 | 0,074 | 0,078 | 0,083 | 0,088 | 0,093 |
| N5 | 280 | 0,002 | 0,026 | 0,028 | 0,032 | 0,036 | 0,04 | 0,048 | 0,052 | 0,056 | 0,065 | 0,074 | 0,078 | 0,083 | 0,088 | 0,093 |
| N6 | 280 | 0,002 | 0,026 | 0,028 | 0,032 | 0,036 | 0,04 | 0,048 | 0,052 | 0,056 | 0,065 | 0,074 | 0,078 | 0,083 | 0,088 | 0,093 |
| N7 | 167 | 0,005 | 0,009 | 0,017 | 0,023 | 0,032 | 0,035 | 0,039 | 0,044 | 0,047 | 0,05 | 0,058 | 0,064 | 0,073 | 0,082 | 0,089 |
| N8 | 167 | 0,005 | 0,009 | 0,017 | 0,023 | 0,032 | 0,035 | 0,039 | 0,044 | 0,047 | 0,05 | 0,058 | 0,064 | 0,073 | 0,082 | 0,089 |
| N9 | 167 | 0,004 | 0,008 | 0,013 | 0,018 | 0,022 | 0,028 | 0,032 | 0,036 | 0,042 | 0,05 | 0,058 | 0,064 | 0,073 | 0,082 | 0,089 |
| N10 | 300 | 0,005 | 0,009 | 0,017 | 0,023 | 0,03 | 0,054 | 0,069 | 0,085 | 0,1 | 0,115 | 0,135 | 0,115 | 0,1 | 0,115 | 0,135 |
| S1 | 25 | 0,003 | 0,003 | 0,004 | 0,004 | 0,005 | 0,007 | 0,012 | 0,018 | 0,031 | 0,048 | 0,056 | 0,06 | 0,064 | 0,069 | 0,077 |
| S2 | 25 | 0,003 | 0,003 | 0,004 | 0,004 | 0,005 | 0,007 | 0,012 | 0,018 | 0,031 | 0,048 | 0,056 | 0,06 | 0,064 | 0,069 | 0,077 |
| S3 | 25 | 0,003 | 0,003 | 0,004 | 0,004 | 0,005 | 0,007 | 0,012 | 0,018 | 0,031 | 0,048 | 0,056 | 0,06 | 0,064 | 0,069 | 0,077 |
| S4 | 25 | 0,003 | 0,003 | 0,004 | 0,004 | 0,005 | 0,007 | 0,012 | 0,018 | 0,031 | 0,048 | 0,056 | 0,06 | 0,064 | 0,069 | 0,077 |
| S5 | 25 | 0,003 | 0,003 | 0,004 | 0,004 | 0,005 | 0,007 | 0,012 | 0,018 | 0,031 | 0,048 | 0,056 | 0,06 | 0,064 | 0,069 | 0,077 |
| S6 | 95 | 0,003 | 0,003 | 0,004 | 0,004 | 0,005 | 0,008 | 0,013 | 0,018 | 0,035 | 0,048 | 0,056 | 0,06 | 0,063 | 0,07 | 0,077 |
| S7 | 95 | 0,003 | 0,003 | 0,004 | 0,004 | 0,005 | 0,008 | 0,013 | 0,018 | 0,035 | 0,048 | 0,056 | 0,06 | 0,063 | 0,07 | 0,077 |
| S8 | 95 | 0,003 | 0,003 | 0,004 | 0,004 | 0,005 | 0,008 | 0,013 | 0,018 | 0,035 | 0,048 | 0,056 | 0,06 | 0,063 | 0,07 | 0,077 |
| H1 | 40 | 0,001 | 0,003 | 0,005 | 0,008 | 0,012 | 0,021 | 0,025 | 0,028 | 0,028 | 0,027 | 0,034 | 0,036 | 0,039 | 0,042 | 0,044 |
| H2 | 40 | 0,001 | 0,003 | 0,005 | 0,008 | 0,012 | 0,021 | 0,025 | 0,028 | 0,028 | 0,027 | 0,034 | 0,036 | 0,039 | 0,042 | 0,044 |
| H3 | 40 | 0,001 | 0,003 | 0,005 | 0,008 | 0,012 | 0,021 | 0,025 | 0,028 | 0,028 | 0,027 | 0,034 | 0,036 | 0,039 | 0,042 | 0,044 |
| H4 | 40 | 0,001 | 0,003 | 0,005 | 0,008 | 0,012 | 0,021 | 0,025 | 0,028 | 0,028 | 0,027 | 0,034 | 0,036 | 0,039 | 0,042 | 0,044 |
Tabela nr. 3 Posuw na ząb fz dla frezów węglikowych z czołem kulistym.
| Grupa | Vc [m/min] | Ød1=1 mm | Ød1=1,5 mm | Ød1=2 mm | Ød1=2,5 mm | Ød1=3 mm | Ød1=4 mm | Ød1=5 mm | Ød1=6 mm | Ød1=8 mm | Ød1=10 mm | Ød1=12 mm | Ød1=14 mm | Ød1=16 mm | Ød1=18 mm | Ød1=20 mm |
| Posuw na ostrze fz [mm] | ||||||||||||||||
| P1 | 70 | 0,002 | 0,005 | 0,007 | 0,01 | 0,013 | 0,022 | 0,034 | 0,04 | 0,049 | 0,07 | 0,084 | 0,092 | 0,112 | 0,121 | 0,13 |
| P2 | 70 | 0,002 | 0,005 | 0,007 | 0,01 | 0,013 | 0,022 | 0,034 | 0,04 | 0,049 | 0,07 | 0,084 | 0,092 | 0,112 | 0,121 | 0,13 |
| P3 | 70 | 0,002 | 0,005 | 0,007 | 0,01 | 0,013 | 0,022 | 0,034 | 0,04 | 0,049 | 0,07 | 0,084 | 0,092 | 0,112 | 0,121 | 0,13 |
| P4 | 70 | 0,002 | 0,005 | 0,007 | 0,01 | 0,013 | 0,022 | 0,034 | 0,04 | 0,049 | 0,07 | 0,084 | 0,092 | 0,112 | 0,121 | 0,13 |
| P5 | 70 | 0,002 | 0,005 | 0,007 | 0,01 | 0,013 | 0,022 | 0,034 | 0,04 | 0,049 | 0,07 | 0,084 | 0,092 | 0,112 | 0,121 | 0,13 |
| P6 | 60 | 0,001 | 0,004 | 0,005 | 0,007 | 0,009 | 0,015 | 0,024 | 0,028 | 0,034 | 0,049 | 0,059 | 0,064 | 0,078 | 0,085 | 0,091 |
| P7 | 60 | 0,001 | 0,004 | 0,005 | 0,007 | 0,009 | 0,015 | 0,024 | 0,028 | 0,034 | 0,049 | 0,059 | 0,064 | 0,078 | 0,085 | 0,091 |
| P8 | 60 | 0,001 | 0,004 | 0,005 | 0,007 | 0,009 | 0,015 | 0,024 | 0,028 | 0,034 | 0,049 | 0,059 | 0,064 | 0,078 | 0,085 | 0,091 |
| P9 | 60 | 0,001 | 0,004 | 0,005 | 0,007 | 0,009 | 0,015 | 0,024 | 0,028 | 0,034 | 0,049 | 0,059 | 0,064 | 0,078 | 0,085 | 0,091 |
| P10 | 60 | 0,001 | 0,004 | 0,005 | 0,007 | 0,009 | 0,015 | 0,024 | 0,028 | 0,034 | 0,049 | 0,059 | 0,064 | 0,078 | 0,085 | 0,091 |
| P11 | 60 | 0,001 | 0,004 | 0,005 | 0,007 | 0,009 | 0,015 | 0,024 | 0,028 | 0,034 | 0,049 | 0,059 | 0,064 | 0,078 | 0,085 | 0,091 |
| P12 | 60 | 0,001 | 0,004 | 0,005 | 0,007 | 0,009 | 0,015 | 0,024 | 0,028 | 0,034 | 0,049 | 0,059 | 0,064 | 0,078 | 0,085 | 0,091 |
| K1 | 100 | 0,003 | 0,005 | 0,009 | 0,013 | 0,02 | 0,029 | 0,036 | 0,036 | 0,035 | 0,046 | 0,061 | 0,066 | 0,07 | 0,075 | 0,078 |
| K2 | 100 | 0,003 | 0,005 | 0,009 | 0,013 | 0,02 | 0,029 | 0,036 | 0,036 | 0,035 | 0,046 | 0,061 | 0,066 | 0,07 | 0,075 | 0,078 |
| K3 | 100 | 0,003 | 0,005 | 0,009 | 0,013 | 0,02 | 0,029 | 0,036 | 0,036 | 0,035 | 0,046 | 0,061 | 0,066 | 0,07 | 0,075 | 0,078 |
| K4 | 100 | 0,003 | 0,005 | 0,009 | 0,013 | 0,02 | 0,029 | 0,036 | 0,036 | 0,035 | 0,046 | 0,061 | 0,066 | 0,07 | 0,075 | 0,078 |
| K5 | 87 | 0,003 | 0,005 | 0,009 | 0,013 | 0,02 | 0,029 | 0,036 | 0,036 | 0,035 | 0,044 | 0,047 | 0,051 | 0,055 | 0,057 | 0,065 |
| K6 | 87 | 0,003 | 0,005 | 0,009 | 0,013 | 0,02 | 0,029 | 0,036 | 0,036 | 0,035 | 0,044 | 0,047 | 0,051 | 0,055 | 0,057 | 0,065 |
| N7 | 150 | 0,005 | 0,006 | 0,008 | 0,01 | 0,011 | 0,015 | 0,015 | 0,024 | 0,029 | 0,035 | 0,047 | 0,05 | 0,053 | 0,09 | 0,1 |
| N8 | 150 | 0,005 | 0,006 | 0,008 | 0,01 | 0,011 | 0,015 | 0,015 | 0,024 | 0,029 | 0,035 | 0,047 | 0,05 | 0,053 | 0,09 | 0,1 |
| N9 | 150 | 0,005 | 0,006 | 0,008 | 0,01 | 0,011 | 0,015 | 0,015 | 0,024 | 0,029 | 0,035 | 0,047 | 0,05 | 0,053 | 0,09 | 0,1 |
| H1 | 40 | 0,001 | 0,003 | 0,003 | 0,005 | 0,007 | 0,01 | 0,013 | 0,015 | 0,019 | 0,024 | 0,031 | 0,036 | 0,042 | 0,049 | 0,053 |
| H2 | 40 | 0,001 | 0,003 | 0,003 | 0,005 | 0,007 | 0,01 | 0,013 | 0,015 | 0,019 | 0,024 | 0,031 | 0,036 | 0,042 | 0,049 | 0,053 |
| H4 | 40 | 0,001 | 0,003 | 0,003 | 0,005 | 0,007 | 0,01 | 0,013 | 0,015 | 0,019 | 0,024 | 0,031 | 0,036 | 0,042 | 0,049 | 0,053 |
Po dobraniu posuwów oraz prędkości skrawania możemy przystąpić do obliczania obrotów narzędzia n, oraz posuwu narzędzia f.
W tym celu możemy skorzystać ze wzoru poniżej bądź z gotowego kalkulatora parametrów skrawania.
Obroty narzędzia:
gdzie:
Dc – średnica narzędzia podana w [mm]
Parametr fz czyli posuw na ząb mówi jaki posuw mamy przyjąć dla jednego ostrza narzędzia. Czyli jeśli posiadamy frez widiowy 4 ostrzowy, to mnożymy posuw na ząb fz z ilością ostrzy jakie posiada narzędzie Z i razy obroty n.
f=fz*Z*n
gdzie:
f – posuw narzędzia,
Z – ilość ostrzy narzędzia,
n – obroty narzędzia lub detalu obrabianego