

frezy do rowkow online
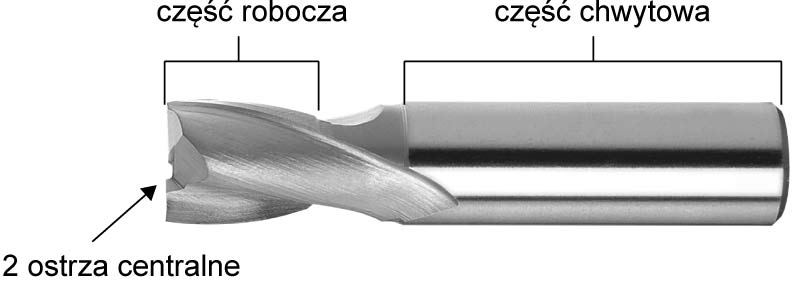
Budowa frezów do rowków na wpusty
Frezy do rowków na wpusty zaliczane są jako frezy walcowo-czołowe co oznacza możliwość pracy bokiem jak i czołem narzędzia.
Są produkowane ze stali szybkotnącej HSS lub HSS-E (z dodatkiem kobaltu 5%). Narzędzia ze stal szybkotnącej posiadają twardość ok.62 HRC, wysoką odporność na ścieranie, możliwość obróbki materiałów o wytrzymałości na rozciąganie do Rm=850 MPa. Nadają się do stosowania maszynach konwencjonalnych jak i sterowanych numerycznie CNC. Mogą być stosowane w maszynach o mniejszej sztywności łącznie z wiertarkami pionowymi.
Stal szybkotnąca kobaltowa HSS-E posiada wyższą twardość jak HSS bo 64 HRC ale dzięki zastosowaniu kobaltu możliwa jest obróbka takich materiałów jak: stal nierdzewna oraz żeliwo. Kobalt w narzędziach skrawających zwiększa odporność ostrza na wysokie temperatury co umożliwia zastosowanie wyższych parametrów skrawania. Wadą stosowania kobaltu jest wzrost ceny narzędzia oraz zwiększenie kruchości ostrza.
Aby móc zanurzać się pionowo w osi Z w dół frezy te posiadają dwa ostrza centralne, które dochodzą do osi narzędzia ( brak strefy nie pracującej).
Rodzaje mocowań
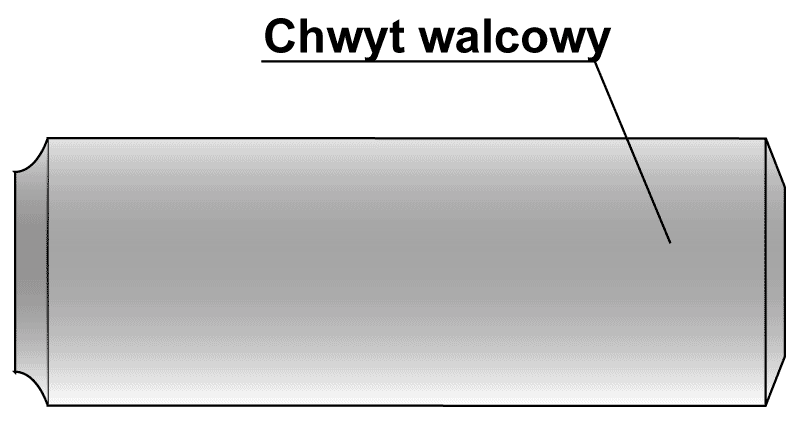
Ze względu na chwyt freza wyróżnia się 2 główne rodzaje:
- z chwytem walcowym – chwyt ten stosowany jest przy frezach o mniejszych średnicach od ∅3 do ∅36 mm. W tym chwycie możliwe jest zastosowanie spłaszczenia -Weldona, które uniemożliwia obracanie się narzędzia w oprawce.
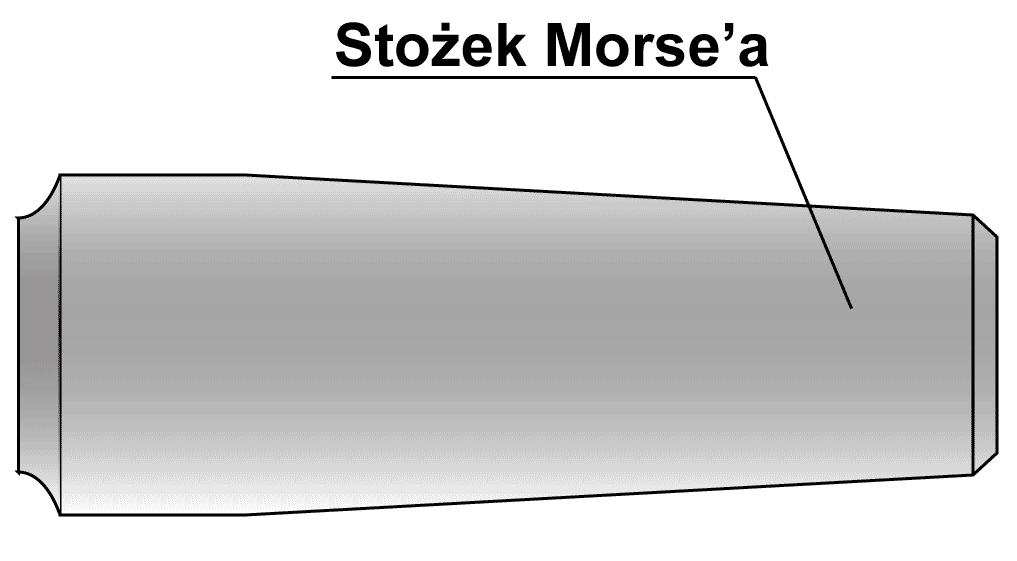
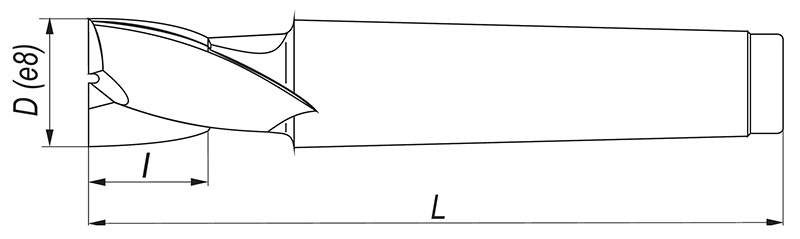
- z chwytem stożkowym – najczęściej jest stożek Morse’a z gwintem. Jest to mocowanie dedykowane dla średnic o większej wielkości od ∅10 do ∅63 mm. Mocowanie to jest zdecydowanie bardziej stabilne i pewniejsze od chwytu walcowego ale również jest droższe w wykonaniu. W starych model frezów można jeszcze spotkać frezy do rowków z chwytem walcowym na stożku Morse’a z płetwą.
| Chwyt walcowy | Chwyt na stożku Morse’a z gwintem |
 |
 |
Parametry skrawanie frezów do rowków
Parametry skrawania są bardzo ważnym elementem prawidłowej obróbki. W przypadku frezów do rowków na wpusty oprócz obliczenia parametrów skrawania trzeba też wziąć pod uwagę głębokość zanurzenia ap [mm] w materiale oraz to że będziemy pracować całą szerokością freza. W przypadku gdy frezujemy rowki głębokie musimy zmniejszyć parametry skrawania wg. zaleceń producenta aby nie uszkodzić/zniszczyć freza.
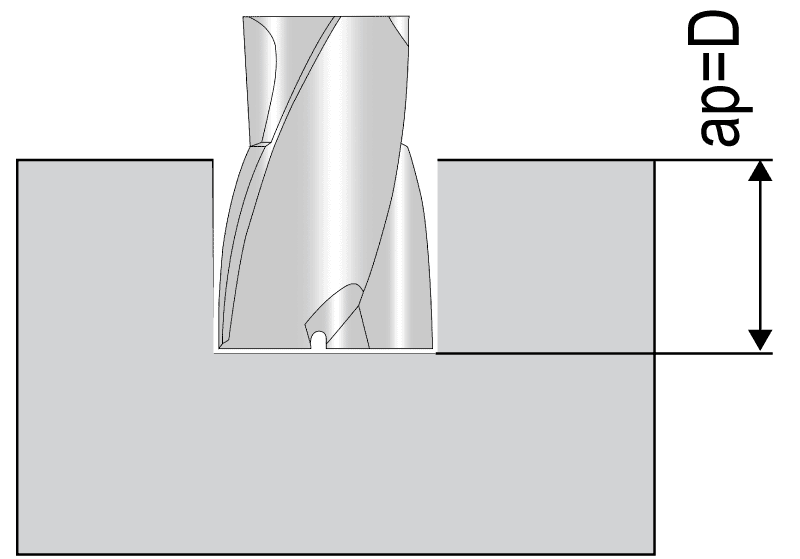
Tabela prędkości skrawania frezów do rowków na wpusty
Są to wartości dla głębokości skrawania ap=0,1xD. Dla głębokości skrawania odpowiednio:
- ap=0,25xD – trzeba zmniejszyć posuw o 35%,
- ap=0,5xD – trzeba zmniejszyć posuw o 50%.
W zależności od obrabianego materiału powinniśmy przyjąć prędkość skrawania zalecaną przez producenta.
| Rodzaj obrabianego materiału | Prędkość skrawania Vc [m/min] |
| Stale niestopowe | 30 |
| Stale niestopowe i stopowe | 22 |
| Stale stopowe | 15 |
| Stal nierdzewna | 10 |
| Żeliwo szare | 32 |
| Żeliwo sferoidalne, żeliwo ciągliwe | 22 |
Wymiary frezów do rowków
Tabela wymiarów frezów do rowków NFPg DIN-327
 |
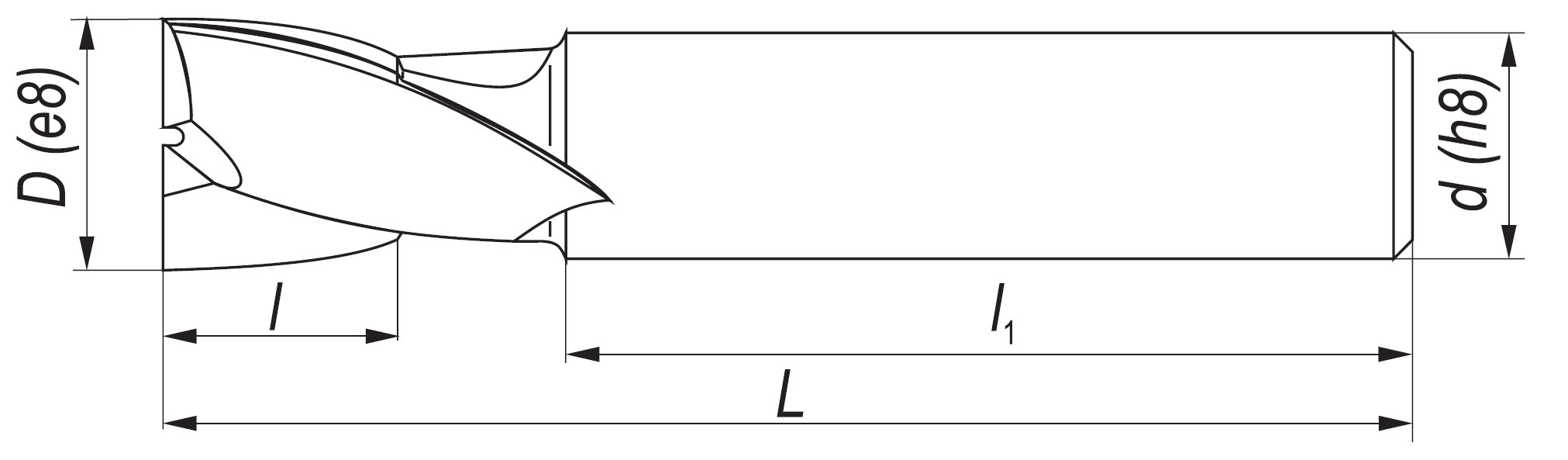 |
Tabela wymiarów frezów do rowków NFPh DIN-326-D
 |
 |
Producenci frezów do rowków
Frezy do rowków w Polsce produkowane są przez duże firmy: Fenes S.A. Siedlce oraz firmę Dolfamex Sp. z o.o. Jelenia Góra. Firmy te produkują od wielu lat frezy do rowków bardzo wysokiej jakości. Oferta tych firm stanowi na pewno bardzo dobrą bazę narzędzi każdej narzędziowni.