
Czynności związane z obróbką oraz wierceniem w materiałach bardzo twardych niejednokrotnie mogą okazać się problematyczne. Wymagają zatem przygotowania odpowiednich narzędzi. Z pomocą przychodzą odpowiednie wiertła do stali hartowanej.
Jednym z często spotykanych problemów jest wykonywanie otworów w materiałach hartowanych. Dzieje się tak, ponieważ materiał, w którym chcemy wykonać otwór jest zazwyczaj twardszy lub o tej samej twardości, co używane wiertło.
Najczęściej do tego typu obróbki używa się wierteł wykonanych stali szybkotnącej HSS (High Speed Steel), które osiągają twardość 60÷62 HRC. Stal szybkotnąca umożliwia obróbkę materiałów, których twardość nie przekracza 35 HRC.
Wiertło NWKa HSS z chwytem walcowym

W przypadku, gdy chcemy wykonać otwór w materiale takim jak stal, stal nierdzewna lub żeliwo o twardości 35÷38 HRC, powinniśmy użyć wierteł HSSE, czyli wykonanych ze stali szybkotnącej z dodatkiem 5% kobaltu. Użycie takiego materiału zapewnia narzędziom zwiększoną odporność na ścieranie oraz uszkodzenia, co przekłada się na ich dłuższą żywotność.
W sytuacji gdy materiał, w którym chcemy wykonać otwór posiada twardość 40 HRC i więcej, możemy wtedy użyć wierteł z płytką wlutowaną w gatunku G10 (K10).
- Z chwytem walcowym NWWa

- Z chwytem stożkowym NWWc

Wiertła te posiadają na początku ostrza płytkę wlutowaną z węglików spiekanych, które charakteryzują się wysoką twardością oraz dużą odpornością na ścieranie.
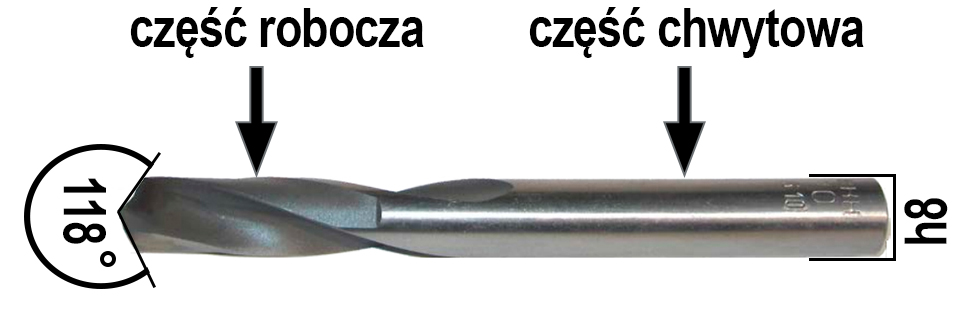
Budowa wiertła do stali hartowanej:
Zaletą wierteł z płytką wlutowaną jest również to, że nie wymagają one dużej sztywności maszyny. Dzięki temu można je stosować nie tylko w maszynach CNC, ale także w wiertakach ręcznych czy obrabiarkach konwencjonalnych.