
Narzynki metryczne to narzędzia przeznaczone do wykonywania gwintów w jednym przejściu. Posiadają zarys gwintu: metryczny zwykły, o kącie 60 stopni. Jest to najbardziej powszechnie stosowany rodzaj gwintu.
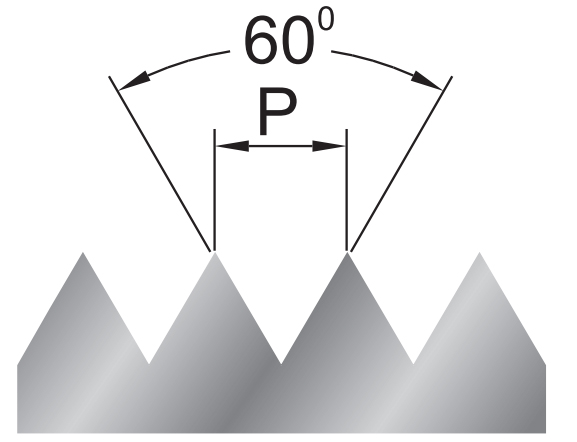
Nakrój narzynek czyli ilości zwoi po którym rozpoczyna się pełen gwint wynosi P-1,75 . Oznacza to że narzynka M10 która posiada skok gwintu P=1,5 mm będzie posiadała pełny zarys gwintu po: 1,75*1,5mm=2,6 mm
Gwintowanie narzynkami jest stosunkowo łatwą czynnością, jest jednak kilka rzeczy o których musimy pamiętać.
Omówię nacinanie gwintu na podstawie Narzynka M10 HSS DIN 22 568 (dla gwintu M10 średnica wałka wynosi 9,85 mm).
Narzynka metryczna okrągła posiada 2 charakterystyczne wymiary:
ød1 –wysokość,
h1 – szerokość,
w – ilość rowków wiórowych.
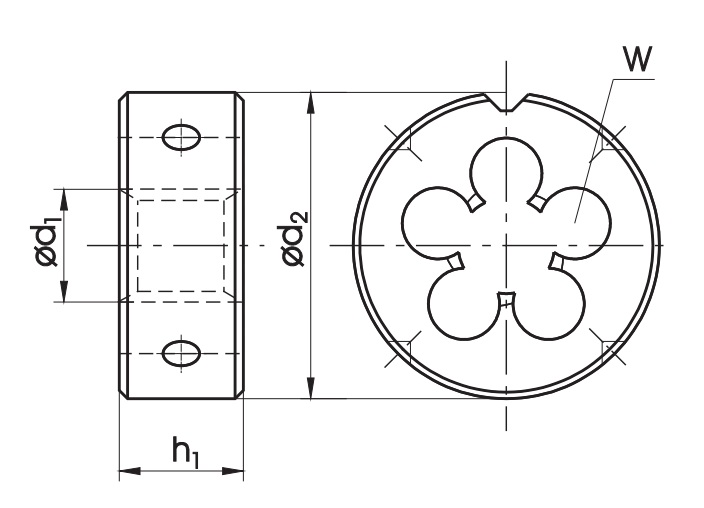
W zależności od wielkości M narzynka, różni się ilość rowków wiórowych od W-3 do nawet W-8. Narzynka metryczne posiadają gwint wykonany wg normy ISO DIN-13, a sama narzynka wykonana jest według normy DIN-EN 22 568. Standardową tolerancją narzynek metrycznych zwykłych jest tolerancja 6g. Na zamówienie dostępna jest również narzynka w innych tolerancjach.
Dobierz odpowiednią średnicę wałka do wykonywanego gwintu
Patrzymy w tabelę doboru wałka do gwintu:
| M ød1 | P | ød2xh1 | W | 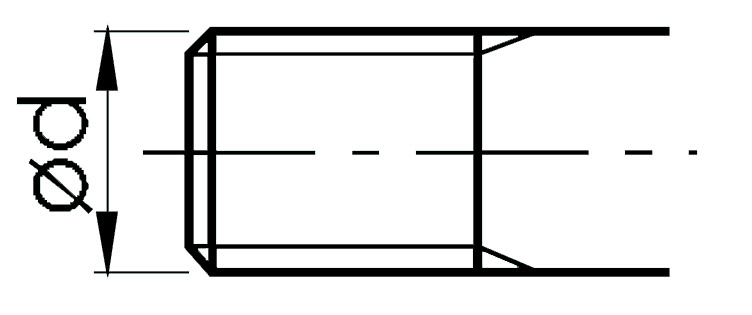 |
| M 1 | 0,25 | 16×5 | 3 | 0,96 |
| M 1,1 | 0,25 | 16×5 | 3 | 1,05 |
| M 1,2 | 0,25 | 16×5 | 3 | 1,15 |
| M 1,4 | 0,3 | 16×5 | 3 | 1,35 |
| M 1,6 | 0,35 | 16×5 | 3 | 1,55 |
| M 1,8 | 0,35 | 16×5 | 3 | 1,75 |
| M 2 | 0,4 | 16×5 | 3 | 1,95 |
| M 2,2 | 0,45 | 16×5 | 3 | 2,15 |
| M 2,5 | 0,45 | 16×5 | 3 | 2,42 |
| M 3 | 0,5 | 20×5 | 3 | 2,92 |
| M 3,5 | 0,6 | 20×5 | 3 | 3,41 |
| M 4 | 0,7 | 20×5 | 3 | 3,9 |
| M 4,5 | 0,75 | 20×7 | 3 | 4,4 |
| M 5 | 0,8 | 20×7 | 3 | 4,9 |
| M 6 | 1 | 20×7 | 4 | 5,88 |
| M 7 | 1 | 25×9 | 4 | 6,88 |
| M 8 | 1,25 | 25×9 | 4 | 7,86 |
| M 9 | 1,25 | 25×9 | 4 | 8,86 |
| M 10 | 1,5 | 30X11 | 4 | 9,85 |
| M 11 | 1,5 | 30X11 | 4 | 10,85 |
| M 12 | 1,75 | 38X14 | 4 | 11,83 |
| M 14 | 2 | 38X14 | 4 | 13,82 |
| M 16 | 2 | 45X18 | 5 | 15,82 |
| M 18 | 2,5 | 45X18 | 5 | 17,79 |
| M 20 | 2,5 | 45X18 | 5 | 19,79 |
| M 22 | 2,5 | 55×22 | 5 | 21,79 |
| M 24 | 3 | 55×22 | 5 | 23,76 |
| M 27 | 3 | 65×25 | 5 | 26,76 |
| M 30 | 3,5 | 65×25 | 6 | 29,73 |
| M 33 | 3,5 | 65×25 | 6 | 32,73 |
| M 36 | 4 | 65×25 | 7 | 35,7 |
| M 39 | 4 | 75×30 | 7 | 38,7 |
| M 42 | 4,5 | 75×30 | 7 | 41,68 |
| M 45 | 4,5 | 90×36 | 7 | 44,68 |
| M 48 | 5 | 90×36 | 7 | 47,66 |
| M 52 | 5 | 90×36 | 8 | 51,66 |
| M 56 | 5,5 | 105×36 | 6 | 55,65 |
| M 60 | 5,5 | 105×36 | 8 | 59,65 |
| M 64 | 6 | 120×36 | 7 | 63,62 |
| M 68 | 6 | 120×36 | 8 | 67,62 |
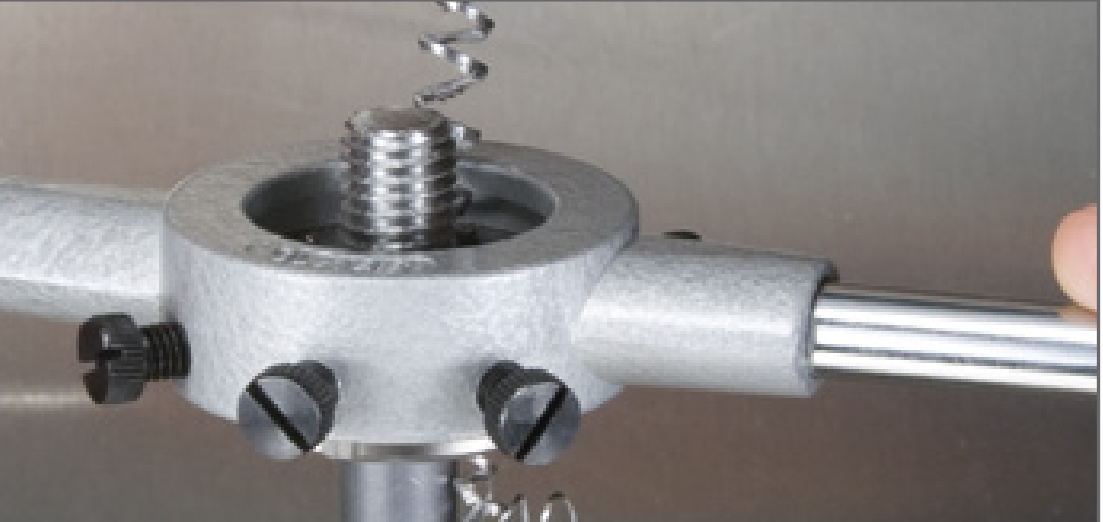
Dobieramy odpowiednią oprawkę do posiadanych narzynek
Aby dobrać odpowiednią oprawkę sprawdzamy średnicę jaką posiada narzynka oraz jej grubość (patrz tabela powyżej) w naszym przypadku 30×11 mm czyli OPRAWKA DO NARZYNEK PBGa 30X11 będzie odpowiednia. Montujemy narzynkę w oprawkę dokręcając każdą z 5 śrub a następnie umieszczamy narzynkę prostopadle do wałka. Następnie przekręcamy 1-2 obroty zgodnie z kierunkiem naszego gwintu, następnie cofamy narzynkę 0,5 obrotu tak aby złamać wiór. Powtarzamy te czynności aż do wykonania odpowiedniej długości gwintu. Aby zmniejszyć opory skrawania i jednocześnie wydłużyć żywotność narzynek i poprawić jakość gwintu możemy użyć oleju do gwintowania OLEJ DO GWINTOWANIA TEREBOR WIERTOL C 0,5L
PAMIĘTAJ !
Zawsze przy nacinanie gwintu narzynkami, używaj pokręteł do tego przystosowanych. Jest to bardzo ważne zwłaszcza w przypadku używania narzynek o dużych średnicach. Ściśnięcie narzynek narzędziem do tego nie przeznaczonym np. 2 punktowym grozi uszkodzeniem narzynek (najczęściej pęknięciem).
Poniżej znajdują się zalecenia technologiczne: zalecana prędkość skrawania oraz smary jakie stosować w czasie gwintowania.
| Materiał obrabiany | Prędkość skrawania [m/min] | Środek chłodząco – smarujący |
| Stale konstrukcyjne węglowe | 4 + 8 | Olej |
| Stale automatowe | 8 + 12 | Olej |
| Stale do nawęglania | 4 + 8 | Olej, olej specjalny |
| Stale do ulepszania | 3 + 6 | Olej |
| Stale INOX | 2 + 4 | Olej specjalny |
| Żeliwo szare | 3 + 8 | Olej, nafta |
| Mosiądz krótkowiórowy | 15 + 25 | Olej, emulsja specjalna |
| Mosiądz długowiórowy | 10 + 16 | Olej |
| Brąz długowiórowy | 5 + 8 | Olej, emulsja |
| Brąz kruchy | 7 + 11 | Olej, emulsja |
| Miedź | 11 + 15 | Olej, emulsja specjalna |
| Aluminium miękkie | 12 + 18 | Olej specjalny, nafta |
| Aluminium odlewnicze | 8 + 12 | Olej specjalny, nafta |