
Dobór średnicy wałka pod gwint jest bardzo ważnym elementem gwintowania gwintów zewnętrznych. Musimy dobrać odpowiednią średnicę pręta czy wałka tak aby nacinany gwint znajdował się w wymaganej przez nas tolerancji.
Dobór średnicy wałka a rodzaj gwintu
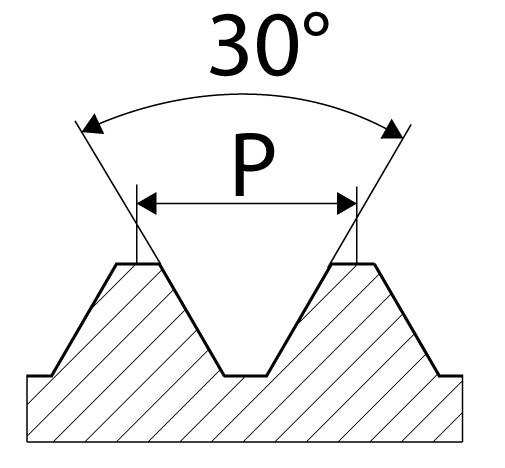
W zależności od rodzaju gwintu jaki posiadamy powinniśmy dobrać średnicę tak aby mieściła się w wymaganej tolerancji. Każdy rodzaj gwintu posiada indywidualną tolerancję przypisaną tylko do swojego rodzaju gwintu, który jest objęty normą. Przy gwintach metrycznych możemy policzyć średnicę wymaganą dla wałka gdy znamy skok gwintu jaki chcemy gwintować.
Przykład gwint M10 6g zewnętrzny:
wielkość gwintu-(0,1*skok gwintu)=Średnica wałka [mm] || M10-(0,1*1,5 mm)=10-0,15 mm=9,85 mm.
Te wartości powinniśmy traktować jak wartości w przybliżeniu ale dla potrzeb „na szybko” są wystarczające.
Do najczęściej stosowanych gwintów zewnętrznych możemy wyróżnić:
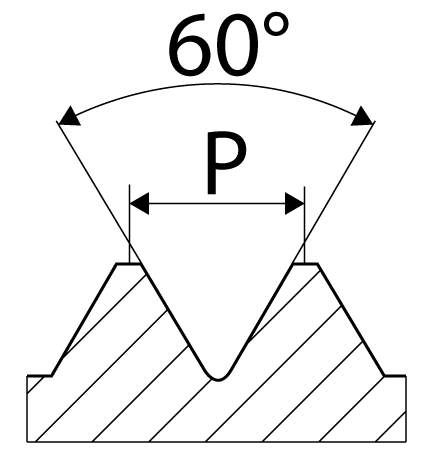
-
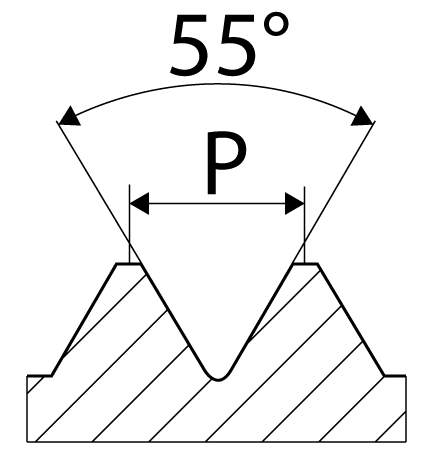
-
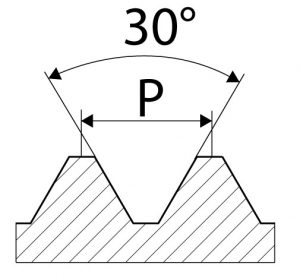
Gwint zewnętrzny calowy zunifikowany
Gwinty amerykańskie zunifikowane z grupy UN są szeroko stosowane w Europie oraz poza nią. Można je spotkać często w cienkościennych rurach gdzie ściana rury ma niewielką grubość i gwint może się zanurzyć w materiale na niewielką głębokość. I czym drobniejszy gwint tym rura może być cieńsza, w przybliżeniu do szybkich obliczeń można przyjąć, że połowa skoku to wysokość gwintu na jaką będzie wcięty gwint, czyli 0,5*P=h3.
Metody obróbki gwintu zewnętrznego
Gwint zewnętrzne na wałkach bądź prętach możemy uzyskać na dwa sposoby. Pierwszy jest poprzez toczenie gwintu przy użyciu noża tokarskiego a druga metoda to nacinanie gwintu ręcznie przy pomocy narzynki okrągłej.
Toczenie gwintów nożem tokarskim
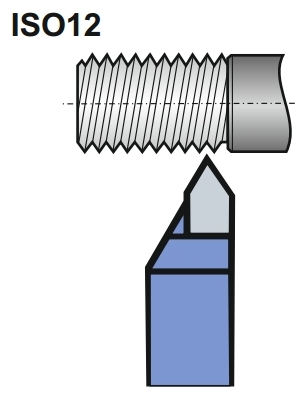
Toczenie gwintów nożami tokarskimi jest niezwykle wydajne, ale aby to zrobić musimy posiadać w swoim warsztacie tokarkę. Do wytoczenie gwintu potrzebujemy noża tokarskiego z płytką do gwintów i tutaj mamy 3 opcje do wyboru:
| Nóż tokarski do gwintów składany na płytkę wymienną, | Nóż tokarski z płytką do gwintów lutowaną 60 stopni | Nóż tokarski z końcówki HSS do gwintów, 60s stopni |
 |
 |
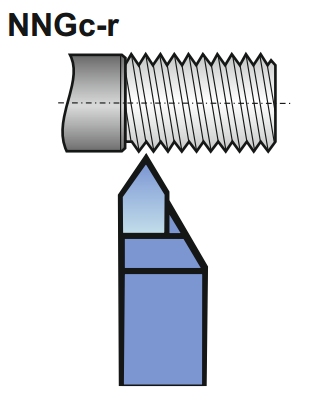 |
Poniżej znajduje się uproszczona symulacja toczenia gwintu przez nóż tokarski składany. Uproszczona jest ponieważ na rysunku przedstawiony jest posuw samego noża tokarskiego natomiast ruch obrotowy materiału jest pokazany poprzez strzałkę. Toczenie gwintów zazwyczaj odbywa się poprzez podzielenie materiału do obróbki na kilka przejść.
Gwintowanie gwintu zewnętrznego narzynką
Narzynka to narzędzie wieloostrzowe przeznaczone do nacinania gwintu na powierzchniach zewnętrznych. Zasada działania polega na nakręcaniu narzynką na gładki pręt lub wałek o odpowiedniej średnicy ( dopasowany według tabeli gwintów ). Narzynka posiada budowę z zewnątrz okrągła, mocowana jest w oprawkach do narzynek aby umożliwić gwintowanie. Są to narzędzi należące do grupy narzędzi ręcznych ale można je wykorzystywać w obróbce maszynowej przy zachowaniu odpowiednich parametrów obróbki.
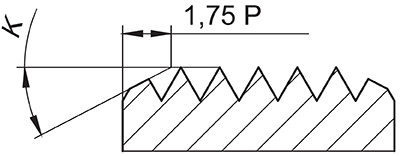
Narzynki są narzędziami, podobnie jak gwintowniki maszynowe wykonującymi pełen zarys gwintu w 1 przejściu, posiadają nakrój 1,75 P czyli po 1,75*skok gwintu=pełen zarys gwintu.
Wykonywane są głównie ze stali szybkotnącej HSS, rzadziej ze stali HSSE kobaltowej. Narzynka HSS przeznaczona jest do gwintowania w materiach takich jak stal węglowa, stal niskostopowa oraz wysokostopowa z wytrzymałością na rozciąganie max. 800 MPa oraz twardość 35 HRC.