
W dzisiejszych czasach możemy w pracy swojej spotkać kilka rodzajów stożków frezarskich a dokładnie: 5 rodzajów. W zależności od wymagań, jakie są stawiane uchwytom można wybrać mocowania dla maszyn konwencjonalnych, sterowanych numerycznie CNC (Computer numerical control) lub bardzo dokładnych obrabiarek CNC pracujących na wysokich parametrach skrawania oraz obrotach (High speed machines).
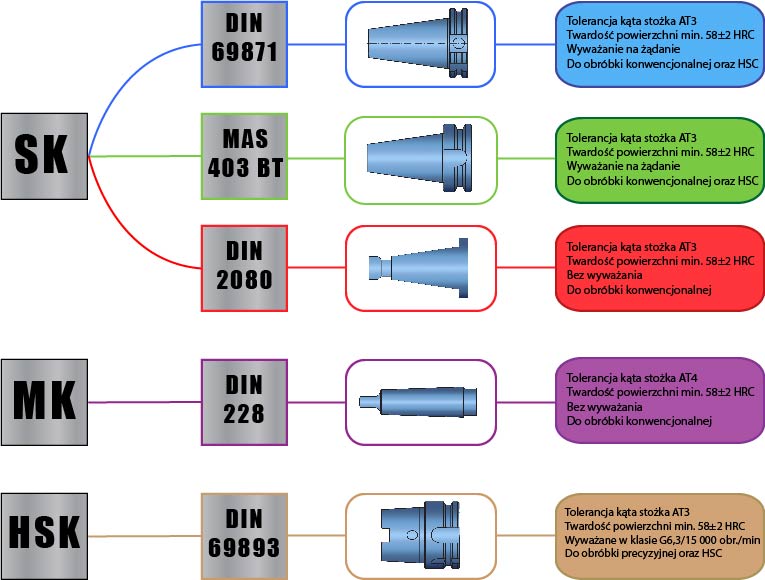
Stożek SK
DIN 69871-A
– chwyt ze stożkiem 7:24 przeznaczony jest do obróbki automatycznej. Występuję w wymiarach stożka od SK30÷SK50.
Charakterystyka
– materiał: stal stopowa chromowo-manganowa
– nawęglanie na głębokość 0,7 mm
– hartowanie i precyzyjne szlifowanie
– twardość powierzchni 58 ±2 HRC
– tolerancja kątowa stożka AT3
DIN-69871-A
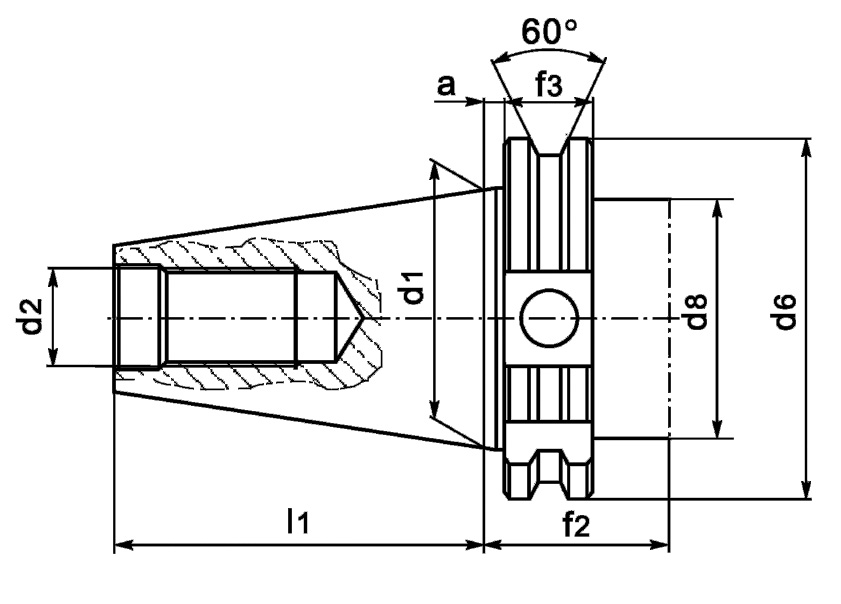
DIN-69871-A
| SK 30 | SK 40 | SK 50 | |
| 11 | 47,8 | 68,4 | 101,75 |
| d1 | 31,75 | 44,45 | 69,85 |
| d2 | M12 | M16 | M24 |
| d6 | 50 | 63,55 | 97,5 |
| d8 | 45 | 50 | 80 |
| 12 | 35 | 35 | 35 |
| 13 | 19,1 | 19,1 | 19,1 |
| a | 3,2 | 3,2 | 3,2 |
MAS 403-BT
– chwyt ze stożkiem 7:24 przeznaczony do wymiany automatycznej.
Charakterystyka
– materiał: stal stopowa chromowo-manganowa
– nawęglanie na głębokość 0,7 mm
– hartowanie i precyzyjne szlifowanie
– twardość powierzchni 58 ±2 HRC
– tolerancja kątowa stożka AT3
MAS 403-BT
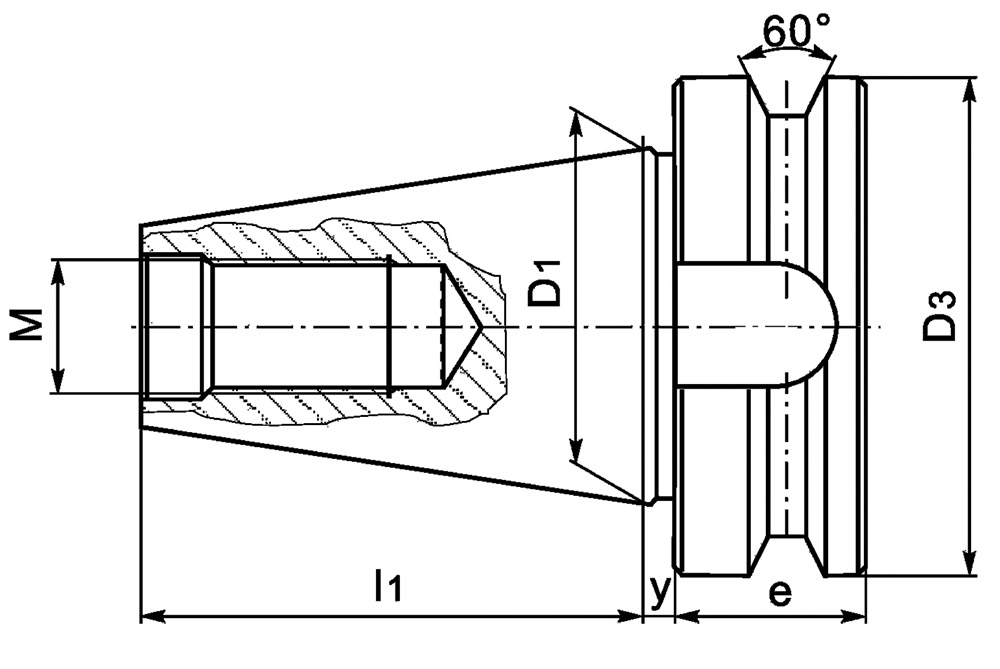
MAS 403-BT
| SK 30 | SK 40 | SK 50 | |
| 11 | 48,4 | 65,4 | 101,8 |
| D1 | 31,75 | 44,45 | 69,85 |
| D3 | 46 | 63 | 100 |
| M | M12 | M16 | M24 |
| e | 20 | 25 | 35 |
| y | 2 | 2 | 3 |
DIN 2080
– chwyt ze stożkiem 7:24 przeznaczony do wymiany ręcznej, głównie dla maszyn konwencjonalnych.
Charakterystyka
– materiał: stal stopowa chromowo-manganowa
– nawęglanie na głębokość 0,7 mm
– hartowanie i precyzyjne szlifowanie
– twardość powierzchni 58 ±2 HRC
– tolerancja kątowa stożka AT3
DIN 2080
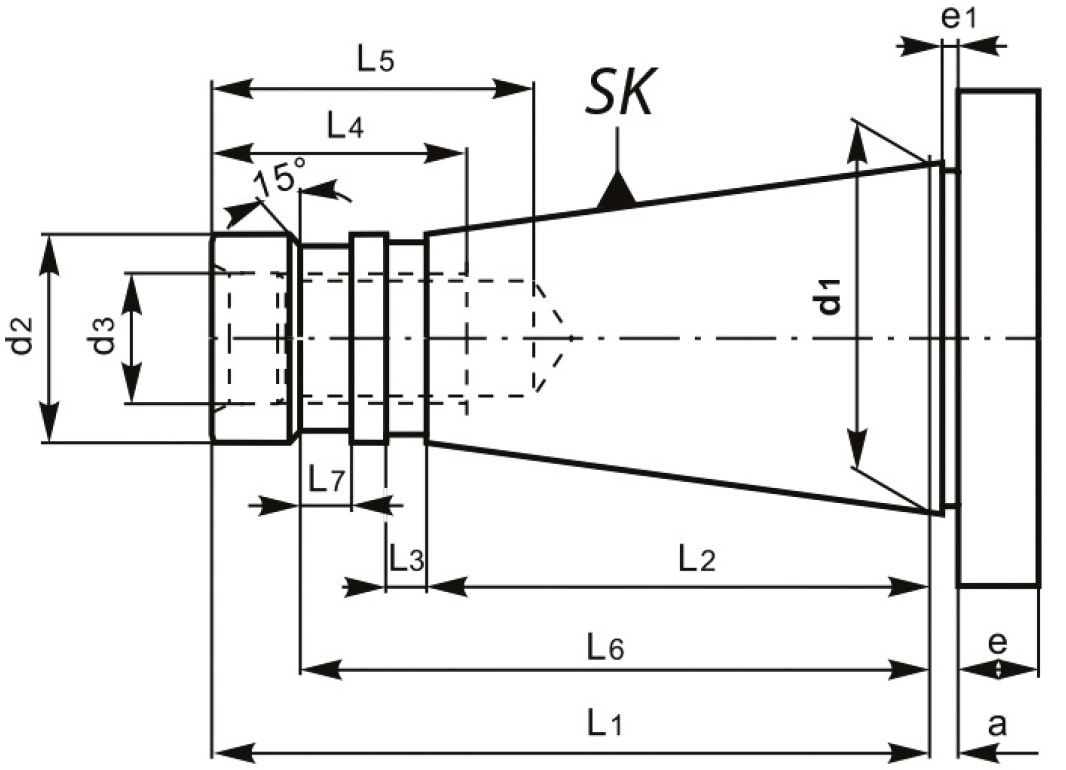
DIN 2080
| SK | a±0,2 | bH12 | dl | d2 | d3 | d4 | e | el | LI | L2 | L3 | L4 | L5 | L6 | L7 | L8 |
| 30 | 1,6 | 16,1 | 31,75 | 17,4 | M12 | 50 | 8 | 1,6 | 68,4 | 48,4 | 3 | 24 | 33,5 | – | – | 32,4 |
| 40 | 1,6 | 16,1 | 44,45 | 25,3 | M16 | 63 | 10 | 1,6 | 93,4 | 65,4 | 5 | 30 | 42,5 | 82 | 7 | 45 |
| 50 | 3,2 | 25,7 | 69,85 | 39,6 | M24 | 97,5 | 12 | 3,2 | 126,8 | – | – | 45 | 61,5 | 115 | 13,3 | 70,6 |
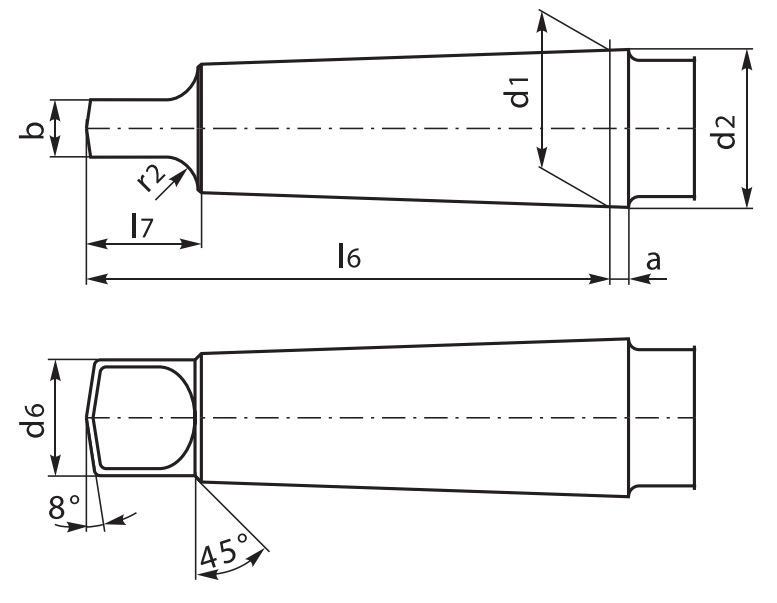
Stożek MK
DIN-228
– stożek Morse’a występujący z płetwą lub z gwintem. Występuję głównie w chwytach dla maszyn konwencjonalnych oraz wiertarkach Stożek Morse’a z płetwą występuję w narzędziach takich jak wiertła NWKc DIN-345, NWKy DIN-341.
Materiał: stal stopowa chromowo-manganowa
– nawęglane na głębokość 0,7 mm
– hartowane i precyzyjnie szlifowane
– twardość powierzchni 58±2 HRC
DIN -228
DIN -228
| K MK | a | b | d1 | d2 | d6 | l6 | l7 | r2 |
| 0 | 3 | 3,9 | 9,045 | 9,2 | 6 | 56,5 | 10,5 | 4 |
| 1 | 3,5 | 5,2 | 12,065 | 12,2 | 8,7 | 62 | 13,5 | 5 |
| 2 | 5 | 6,3 | 17,78 | 18 | 13,5 | 75 | 16 | 6 |
| 3 | 5 | 7,9 | 23,825 | 24,1 | 18,5 | 94 | 20 | 7 |
| 4 | 6,5 | 11,9 | 31,267 | 31,6 | 24,5 | 117,5 | 24 | 8 |
| 5 | 6,5 | 15,9 | 44,399 | 44,7 | 35,7 | 149,5 | 29 | 10 |
| 6 | 8 | 19 | 63,348 | 63,8 | 51 | 210 | 40 | 13 |
| 7 | 9,5 | 28,5 | 83,058 | 83,5 | 66,8 | 286 | 54 | 19 |
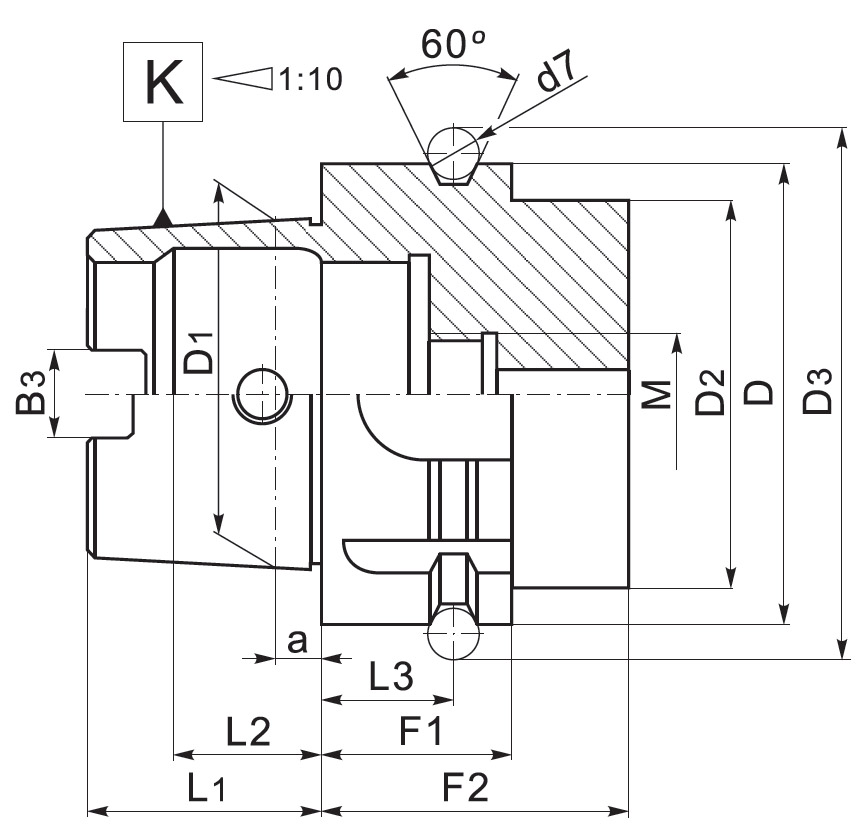
Stożek HSK
DIN 69893-HSK
– stożek występujący w maszynach CNC oraz CNC precyzyjnych.
CHARAKTERYSTYKA TECHNICZNA WYROBÓW
– materiał: stal stopowa chromowo-manganowa
– nawęglanie na głębokość 0,7 mm
– hartowanie i precyzyjne szlifowanie
– twardość powierzchni 58 ±2 HRC
– tolerancja kątowa stożka AT3
DIN 69893-HSK
DIN 69893-HSK
| K HSK-A | D | D1 | D2 max | D3 | B1 | B2 | B3 | a | d7 | L1 | L2 | L3 | L4 | L5 | F1 | F2 | M |
| 63 | 63 | 48 | 53 | 72,3 | 18 | 16 | 12,54 | 6,3 | 7 | 32 | 18,13 | 18 | 26,5 | 20 | 26 | 42 | M18x1 |