
Chropowatość powierzchni jest to niezgodność lub odchyłka od założonego na rysunku profilu. W odróżnieniu od falistości powierzchni, chropowatość powierzchni mierzona jest na niewielkich odcinkach. Opisuje się ją poprzez 2 podstawowe parametry: Ra oraz Rz.
- Ra – jest to średnie arytmetyczne odchylenie od linii średniej. Jest to parametr uprzywilejowany w Polsce i najczęściej możemy go spotkać na rysunkach technicznych.
Zalecana długość odcinków pomiarowych dla parametru Ra
| Ra [µm] | lr[mm] |
| <0,025 | 0,08 |
| (0,025; 0,4) | 0,25 |
| (0,4; 3,2) | 0,8 |
| (3,2; 12,5) | 2,5 |
| (12,5; 100) | 8 |
| >100 | 25 |
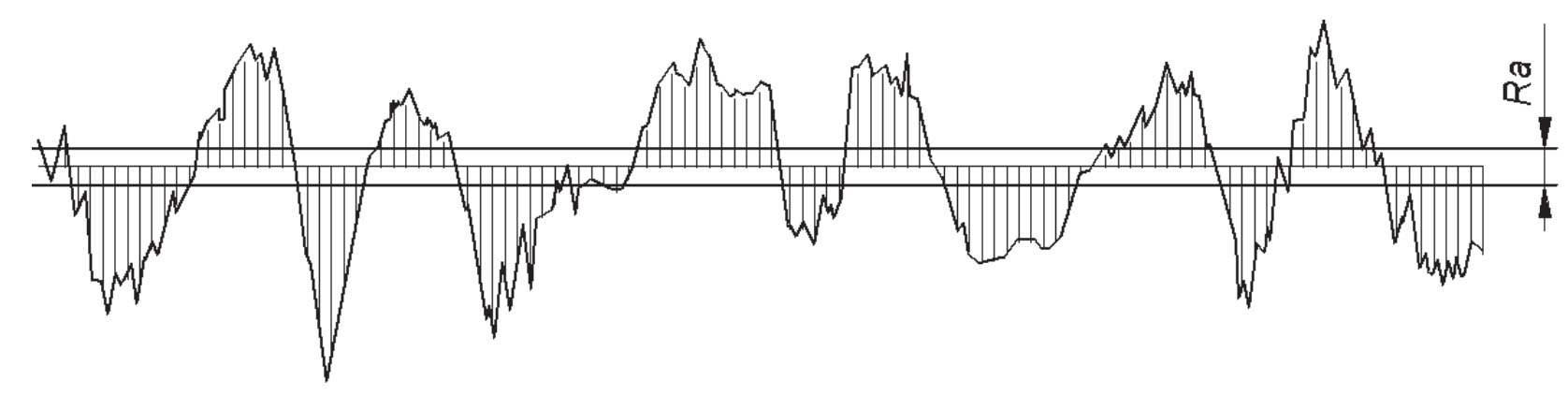
2. Rz – jest to największa wysokość chropowatość wg. zmierzonych 10 najwyższych profili. Parametr uprzywilejowany w kraju takim jak Niemcy.
Gdzie:
Rt – całkowita wysokość profilu,
Rz1 max – największa wysokość chropowatości – parametr, który znajduje swoje zastosowanie zwłaszcza w kwestiach szczelności,
lr – odcinek elementarny,
ln – odcinek pomiarowy.
Rz wyraża się wzorem:

Pomiędzy parametrem Ra i Rz istnieje zależność, którą można wyrazić wzorem
Rz≈4*Ra
Zasada 16%
Zasada ta określa, że jeśli mniej jak 16% mierzonych wartości przekracza żądaną wartość, uznaje się, że powierzchnia jest zgodna w wymaganiami. Zasadę tę stosuję się w przypadku braku oznaczenia max, przy jakości powierzchni.
Rm – maksymalna wysokość chropowatości
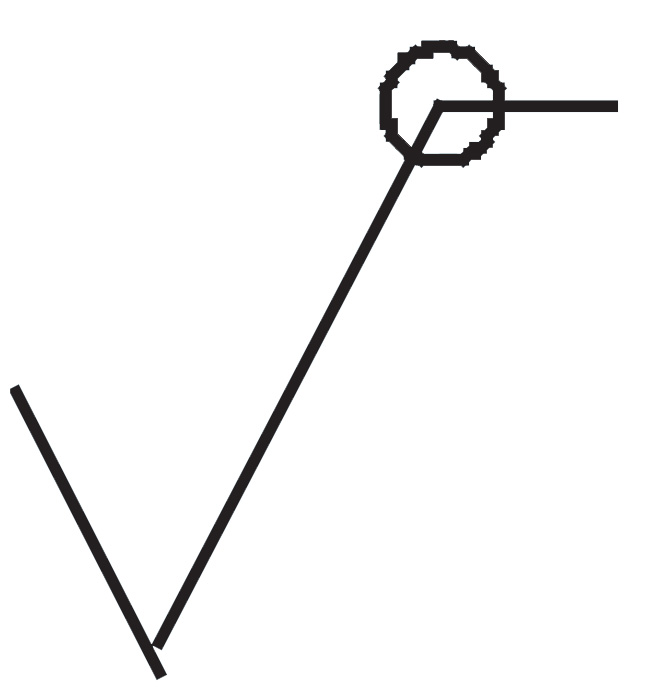
3. Oznaczenie jakości powierzchni
Aby inżynierowie mogli się porozumieć w kwestii jakości wykonywanych elementów, w rysunku technicznym wprowadzono zunifikowane znaki, które określają wielkość dopuszczalnej chropowatości powierzchni oraz sposób obróbki.
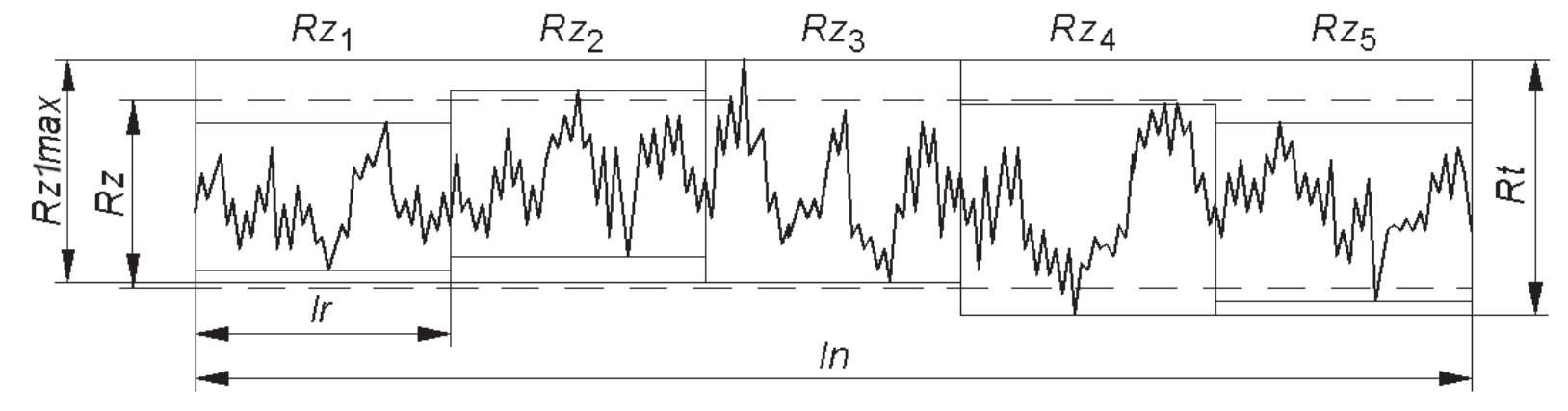
Oznaczenie na rysunku, jakości powierzchni wg. normy PN-EN ISO 1302:2004). Wszystkie wartości podawane są w µm (10-6m)
Gdzie:
– a – chropowatość powierzchni,
– b – inne wymagania powierzchni,
– c – specyficzne wymagania dotyczące powierzchni
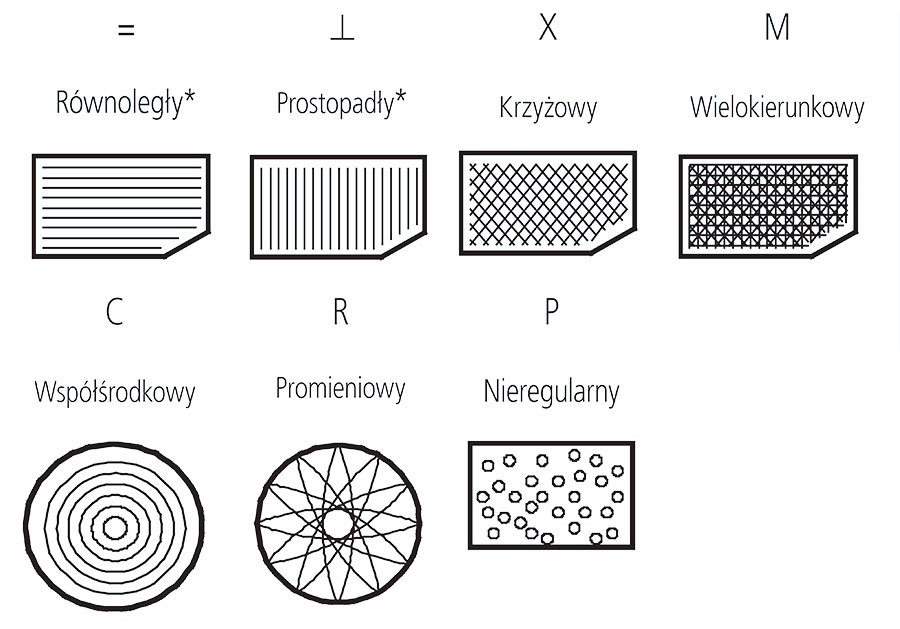
– d – kierunkowość obróbki,
– e –naddatek przeznaczony na obróbkę w [mm],
– x – wprowadza się w przypadku ograniczonego miejsca,
– d- symbole oraz kierunki obróbki
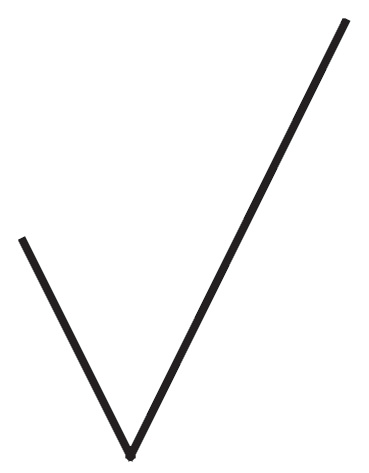 |
Symbol podstawowy |
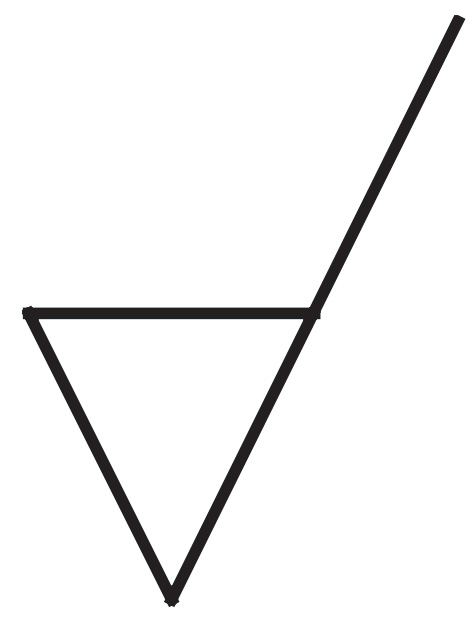 |
Symbol oznaczający usunięcie materiału |
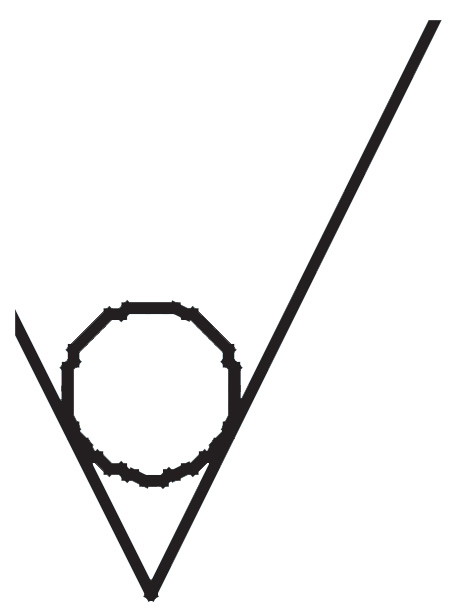 |
Symbol oznaczający nie dopuszczenie do usunięcia materiału |
 |
Symbol dotyczy wszystkich powierzchni |
W zależności od typu obróbki, jaki wybierzemy możemy uzyskać różną jakość powierzchni. Dobrze jest wiedzieć, jaką maksymalnie jakościowo powierzchnię możemy uzyskać wg. poszczególnych metod obróbki.
| Klasa chropowatości | Ra [µm] | Rz [µm] | Rodzaj obróbki |
| 1 | 80 | 320 | zgrubna obróbka skrawaniem |
| 2 | 40 | 160 | zgrubna obróbka skrawaniem |
| 3 | 20 | 80 | dokładna obróbka skrawaniem |
| 4 | 10 | 40 | dokładna obróbka skrawaniem |
| 5 | 5 | 20 | wykończeniowa obróbka skrawaniem |
| 6 | 2,5 | 10 | wykończeniowa obróbka skrawaniem |
| 7 | 1,25 | 6,3 | szlifowanie zgrubne |
| 8 | 0,63 | 3,2 | szlifowanie dokładne |
| 9 | 0,32 | 1,6 | szlifowanie wykończeniowe |
| 10 | 0,16 | 0,8 | docieranie |
| 11 | 0,08 | 0,4 | docieranie pastą diamentową |
| 12 | 0,04 | 0,2 | honowanie |
| 13 | 0,02 | 0,1 | polerowanie |
| 14 | 0,01 | 0,05 | polerowanie |
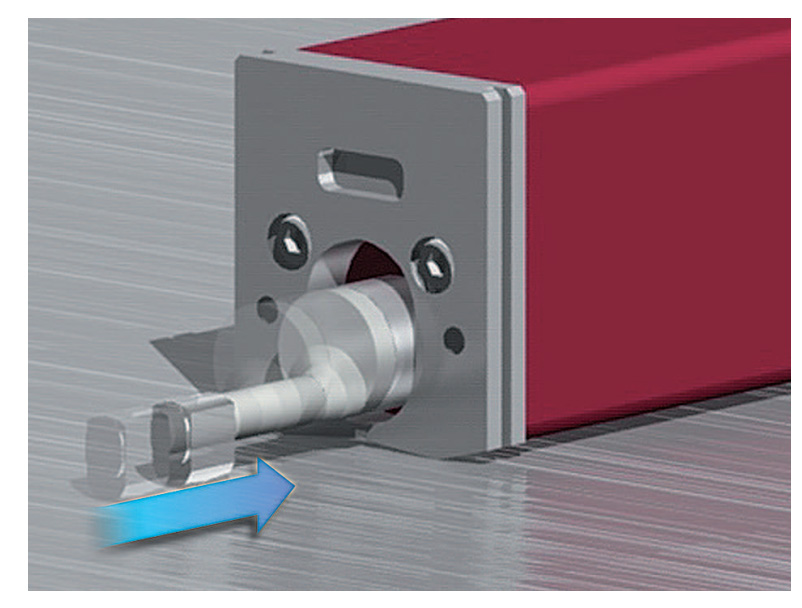
4. Pomiar chropowatości powierzchni
Odbywa się poprzez specjalne do tego zaprojektowane urządzenia przenośne lub stacjonarne. Największym producentem takich urządzeń jest japońska firma Mitutoyo.
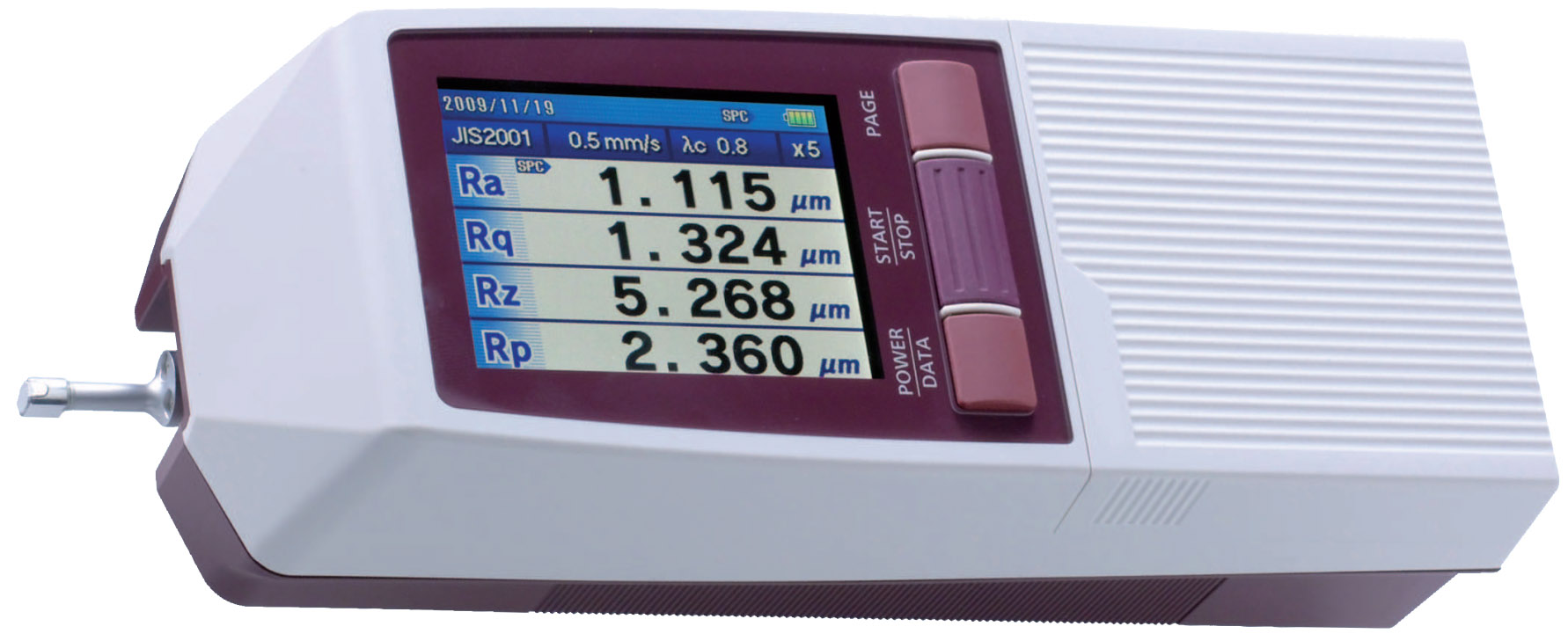
Odbywa się on poprzez położenie przyrządu na mierzonej powierzchni, końcówka pomiarowa jest wysunięta i poprzez powolne wsuwanie się mierzy amplitudę wysokości. Odczyt widoczny jest na wyświetlaczu urządzenia.
6 komentarzy
Witam. A jak się ma Rz do Pt? Czy Pt jest zawężeniem tolerancji czy tylko inną metodą pomiarową?
Dziękuję i pozdrawiam
Przydatny wpis
Witam na rysunku mam Rz 100 w żadnej tabeli tego nie spotkałem. Jest Rz 80 oraz Rz 160… jak mam takie coś rozumieć?
Witam
Na jaka jest zasada ustawiania na chropowatościomierzu długości docinka elementarnego oraz częstotliwości próbkowania? Przykładowo kiedy ustawiam długość 0,08 a kiedy np 2.5?
Norma ISO 4288 zawiera tabele, w których podane są długości odcinków elementarnych jakie należy ustawić w przyrządzie w zależności od spodziewanej wartości mierzonego parametru chropowatości. Dla profili okresowych (po to toczeniu, frezowaniu, itp) decyduje wartość parametru RSm, dla profili nieokresowych (szlifowanie, piaskowanie, odlewy, odkuwki, itp) decydująca jest wartość parametru Ra lub Rz. Jako spodziewaną wartość mierzonego parametru bierze się najczęściej wartość, która znajduje się na rysunku.
Jeżeli Ra jest brany z wartości bezwzględnej, to chyba nie powinien wykres parametru Ra przechodzić pod linię zerową? A we wzorze na Ra yn powinno być jako y z indeksem n. Pozdrawiam