
Gwintowniki ręczne to gwintowniki przeznaczone do ręcznego (bez użycia maszyny) nacinania gwintów we wcześniej wykonanych otworach. Gwinty wykonuje się przy pomocy odpowiednich pokręteł do gwintowników, dzięki którym łatwiejsze jest ustawienie centryczne gwintowników względem gwintowanego otworu.
Aby ułatwić gwintowanie oraz zmniejszyć opory skrawania, warto jest użyć specjalnego preparatu przeznaczonego do gwintowania – ATM Wiertol.
Podział gwintowników ręcznych
Gwintowniki ręczne, w zależności od rodzaju gwintu, składają się 2 lub 3 sztuk.
W zestawie 3 sztukowym występują gwintowniki:
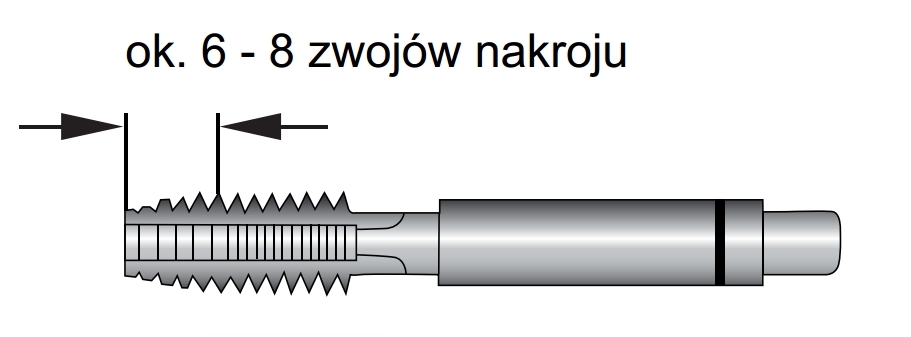
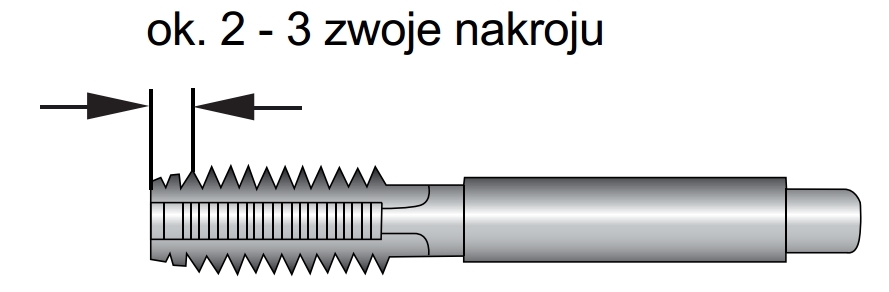
- nr. 1 – zdzierak – jeden pasek na chwycie,
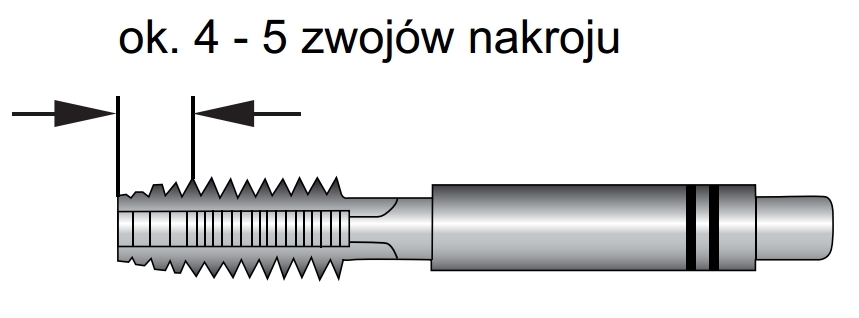
- nr. 2 – pośredni – dwa paski na chwycie (w zestawie 2 sztukowym ten gwintownik nie występuje),
- nr.3 – wykańczak – 3 paski na chwycie.
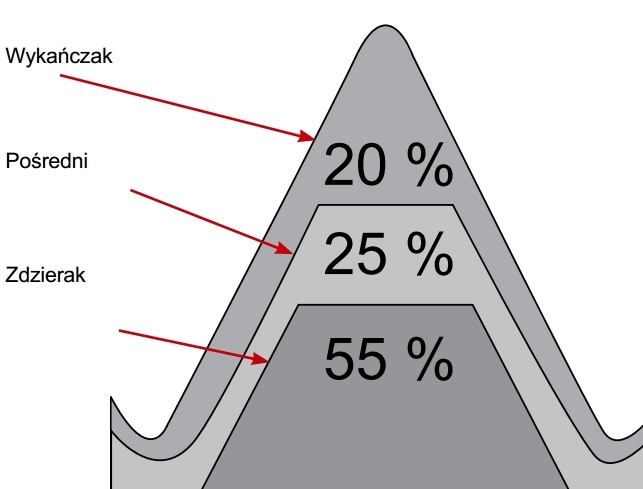
Profil gwintu jaki wykonują poszczególne gwintowniki przedstawia poniższy rysunek.
Gwintowniki ręczne wykonywane są głównie ze stali szybkotnącej HSS lub, nieco rzadziej, z HSS-E czyli stali szybkotnącej z kobaltem. Najrzadziej spotykane są gwintowniki wykonane z HSSE-PM – stali szybkotnącej kobaltowej proszkowej.
Narzędzia te nadają się do gwintowania otworów przelotowych, jak i nieprzelotowych.
Występują w pokryciach z powłoką:
- TiN (azotek tytanu – kolor złoty)
- TiAlN (azotek tytanowo-aluminiowy – kolor fioletowo-szary),
dzięki którym redukuje się opory skrawania oraz niweluje zjawisko narostu na ostrzu.
W artykule materiały narzędziowe stosowane w narzędziach skrawających znajduje się dokładny opis stosowania poszczególnych narzędzi.
W praktyce gwintowanie za pomocą gwintowników ręcznych odbywa się poprzez:
- Wykonanie otworu pod gwint, którego średnica jest pomniejszona o wartość skoku danego gwintu.
- Opcjonalnie wykonanie pogłębienia, w celu łatwiejsze centrowania gwintownika, a także, aby nie powstała tzw. „wypływka”.
- Dla uzyskania odpowiedniej powierzchni oraz redukcji oporów skrawania, a tym samym zwiększenia żywotności gwintowników, warto zastosować olej do gwintowania Wiertol.
- W przypadku gwintowania kolejno gwintownikami nr. 1, nr. 2 i nr. 3. obowiązuje zasada, że po 2 pełnych obrotach gwintownikiem, następują ok. 1/3 obrotu w tył tak, aby złamać wiór, zmniejszyć opory skrawania i nie dopuścić do złamania gwintownika.
